Полезная таблица — диаметр резьбы и шаг

Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
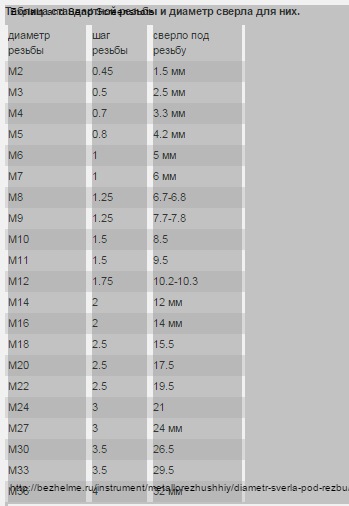
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Коментарий для Юрия Баринова:сломаный в отверстии метчик можно выжечь сварочным аппаратом взяв грифельки от батарейки нагревая несколько раз и охлаждая в воде,он сам по кусочкам высыпится проверено опытно

Как подобрать диаметр сверла под резьбу?
Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления
Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73
Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле:
Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ
Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика
В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО «АНГО», а также инструменты от мировых ведущих производителей
Как правильно подобрать сверло под метчик?
Содержание
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Диаметр предварительного отверстия для метрических метчиков
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
Диаметр сверла под резьбу: таблица размеров по гост
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия. Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов.

Диаметр отверстия под резьбу
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Параметры отверстия
Различают следующие параметры резьбы:
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
Чтобы выполнить ее с максимальной точностью, следует предварительно сформировать отверстие сверлением, равное величине внутреннего диаметра, то есть образуемого вершинами выступов.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Скачать ГОСТ 19257-73
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.

Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.


Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.

Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:

Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
 Параметры сверлаДиаметр отверстия под резьбу и другие ее характеристики
Параметры сверлаДиаметр отверстия под резьбу и другие ее характеристики
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
Выполнение внутренней резьбы обычно не вызывает сложностей. Но некоторые особенности использования инструмента и подбора отверстий под нарезание метрической резьбы существуют.
Виды резьбы
 внутренняя резьба на муфте-бочонке
внутренняя резьба на муфте-бочонке
Различаются по основным характеристикам:
Согласно перечисленным признакам выделяют следующие виды:
Инструменты для выполнения внутренней резьбы

Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Чтобы канавка получилась чистой, металл снимается постепенно, слоями. Для этого нужен один очень длинный инструмент или набор.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы.
Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки.
Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Качество напрямую зависит от свойств метчика: он должен быть из хорошего металла и острым. Чтобы продлить срок использования инструмента и повысить качество резьбы, применяют смазку. Обычно для приобретения устойчивого навыка нарезки требуется сделать 3 — 5 попыток.
Процесс нарезания
 диаметры отверстий для резьбы в зависимости от вида металла
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Во время нарезки часть металла не выпадает со стружками, а продавливается по рабочим поверхностям метчика, формируя на заготовке профиль канавки. Учитывая эту особенность, размер сверла, которым делается отверстие под резьбу, подбирают немного меньше, чем номинальный поперечник будущей резьбы.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы.
Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла.
При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца.
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие.
Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки.
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 18″ | 2,095 | 0,74 | 1,058 |
| 14″ | 6,35 | 4,72 | 1,27 |
| 316″ | 4,762 | 3,47 | 1,058 |
| 516″ | 7,938 | 6,13 | 1,411 |
| 716″ | 11,112 | 8,79 | 1,814 |
| 38″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока.
С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы.
Видео о том, как нарезается внутренняя резьба:
Полный ГОСТ по диаметрам отверстий под нарезание метрической резьбы







Таблица размера сверла и отверстия под резьбу

Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.

Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:

Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу


Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Предположим, требуется нарезать резьбу М10х1.5.
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Диаметры сверл под метрическую (M) резьбу
вернуться
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
| D резьбы | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 8.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.

Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Комплект метчиков 1 и 2 номер (фото взято с сайта: maxidom.ru)
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие. И тут сложность состоит в том, что важно не ошибиться в диаметре сверла.
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все.
Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
Для больше понятливости разберем сразу на примере:
Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)
Если вам понравилась статья, то ставьте лайки! А тем, кто еще не подписан на канал, рекомендую подписаться, ведь впереди еще много полезной информации!