НАПУСК
Смотреть что такое «НАПУСК» в других словарях:
НАПУСК — НАПУСК, напуска, муж. 1. только ед. Действие по гл. напускать напустить в 1 знач. (спец.). Напуск воды в бассейн. 2. Свободно нависшая часть ткани поверх пояса, кушака. Кофточка с напуском. || Складки в нижней части широких мягких голенищ. Сапоги … Толковый словарь Ушакова
напуск — кант, напускание, полив Словарь русских синонимов. напуск сущ., кол во синонимов: 5 • кант (9) • нападение … Словарь синонимов
НАПУСК — НАПУСК, а, муж. 1. см. напустить. 2. Свободно нависающая часть одежды. Блузка с напуском. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Напуск — I м. разг. 1. процесс действия по гл. напускать I 2. Результат такого действия. II м. 1. процесс действия по гл. напускать II 2. Результат такого действия; свободно нависающая поверх пояса часть одежды. отт. Складки в нижней части широких голенищ … Современный толковый словарь русского языка Ефремовой
Напуск — I м. разг. 1. процесс действия по гл. напускать I 2. Результат такого действия. II м. 1. процесс действия по гл. напускать II 2. Результат такого действия; свободно нависающая поверх пояса часть одежды. отт. Складки в нижней части широких голенищ … Современный толковый словарь русского языка Ефремовой
напуск — напуск, напуски, напуска, напусков, напуску, напускам, напуск, напуски, напуском, напусками, напуске, напусках (Источник: «Полная акцентуированная парадигма по А. А. Зализняку») … Формы слов
НАПУСК — способ полива, применяемый гл. обр. при культуре зерновых и трав. Имеется несколько видов Н. (дикий из поперечных борозд, по полосам из продольных борозд). При наиболее совершенном из них по полосам поле разбивается по направлению ската на полосы … Сельскохозяйственный словарь-справочник
напуск — н апуск, а … Русский орфографический словарь
напуск — Недопустимый к применению термин; см. Кант … Краткий толковый словарь по полиграфии
напуск — (2 м); мн. на/пуски, Р. на/пусков … Орфографический словарь русского языка
Припуски, допуски и напуски поковок в металлообработке
 Поковки производятся с заданными показателями припуска на механообработку, допусками на ковку и напусками. Получение качественного изделия без соблюдения оптимальных значений приведенных параметров практически невозможно.
Поковки производятся с заданными показателями припуска на механообработку, допусками на ковку и напусками. Получение качественного изделия без соблюдения оптимальных значений приведенных параметров практически невозможно.
Припуск — это металлический слой необработанной заготовки, который требуется удалить при обрабатывании. После чего получается поковка с заданной конфигурацией и необходимыми качественными характеристиками покрытия. Вместе с ним во время металлообработке устраняются все повреждения и изъяны покрытия — царапины, выбоины, нагар.
Припуск бывает общим и операционным. Первый вид является слоем, который устраняется на протяжении исполнения всех технологических операций. Операционный слой убирается на протяжении одной обработки. Общий припуск равняется совокупности всех операционных.
Величина припускной прослойки напрямую влияет на окончательную стоимость продукта. Его завышенное значение потребует больших трудозатрат, расходования материалов, работы инструмента и электрической энергии. Для достижения заниженного потребуются более дорогие методы изготовления и высокая профессиональная квалификация работника, также здесь усложнится установка заготовки на режущем станке.
Допуск — это разница между допустимым высшим и низшим показателем габаритов. Он включает в себя несоответствия от номинального размера, способные образоваться из-за незаполненности полости ручья, недоштамповки по высоте, изнашивания основного ручья, изменения усадки при охлаждении поковочной детали, кривизны осей, овальной формы сечений.
Степени припусков и допусков поковок должны быть оптимальными. Они назначаются с учетом техоснащения ковки и точности поковок. Также при обработке производится соответствие ГОСТам кованых, штампованных и выкованных на гидравлических прессах поковок.
Припуски и допуски на штампованные изделия также зависят от:
Допуски также устанавливаются на:
Данные значения можно определить аналитическими расчетами или табличным методом по ГОСТу 7505-89 и с помощью справочных данных. Первая величина относится к стороне детали, а вторая — ко всему размеру поковки. Если заготовка обрабатывается с двух сторон, то значение припуска умножается на два.
Напуск — это металлическая прослойка на поверхности, располагающаяся поверх припуска. Его наличие обуславливается технологиями оптимизации конфигурации заготовки для упрощения условий ее изготовления, то есть присутствие напуска облегчает процедуру и позволяет получить деталь с нужными параметрами и формой. При обработке он удаляется в отходы при высверливании отверстий, отрезании лишних фрагментов. Либо остается в итоговом продукте в виде перемычек, штамповочных уклонов, радиусов закруглений. Уборка незначительных напусков обычно производится за один проход режущего станка, большие удаляются за несколько шагов.
ПРИПУСКИ, НАПУСКИ И РАЗМЕРЫ
ЗАГОТОВКА, ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Лекция 3. «Основные понятия о заготовках и их характеристика. Качество заготовок. Технологичность заготовок. Конструкционные материалы».
Заготовкой, согласно ГОСТ 3.1109—82, называется предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
Различают три основных вида заготовок: машиностроительные профили, штучные и комбинированные. Машиностроительные профили изготавливают постоянного сечения (например, круглого, шестигранного или трубы) или периодического. В крупносерийном и массовом производстве применяют также специальный прокат. Штучные заготовки получают литьем, ковкой, штамповкой или сваркой. Комбинированные заготовки — это сложные заготовки, получаемые соединением (например, сваркой) отдельных более простых элементов. В этом случае можно снизить массу заготовки, а для более нагруженных элементов использовать наиболее подходящие материалы.
Заготовки характеризуются конфигурацией и размерами, точностью полученных размеров, состоянием поверхности и т. д.
Формы и размеры заготовки в значительной степени определяют технологию как ее изготовления, так и последующей обработки. Точность размеров заготовки является важнейшим фактором, влияющим на стоимость изготовления детали. При этом желательно обеспечить стабильность размеров заготовки во времени и в пределах изготавливаемой партии. Форма и размеры заготовки, а также состояние ее поверхностей (например, отбел чугунных отливок, слой окалины на поковках) могут существенно влиять на последующую обработку резанием. Поэтому для большинства заготовок необходима предварительная подготовка, заключающаяся в том, что им придается такое состояние или вид, при котором можно производить механическую обработку на металлорежущих станках. Особенно тщательно эта работа выполняется, если дальнейшая обработка осуществляется на автоматических линиях или гибких автоматизированных комплексах. К операциям предварительной обработки относят зачистку, правку, обдирку, разрезание, центрование, а иногда и обработку технологических баз.
Припуск на механическую обработку— это слой металла, удаляемый с поверхности заготовки с целью получения требуемых по чертежу формы и размеров детали. Припуски назначают только на те поверхности, требуемые форма и точность размеров которых не могут быть достигнуты принятым способом получения заготовки.
Припуски делят на общие и операционные. Общий припуск на обработку — это слой металла, необходимый для выполнения всех необходимых технологических операций, совершаемых над данной поверхностью. Операционный припуск — это слой металла, удаляемый при выполнении одной технологической операции. Припуск измеряется по нормали к рассматриваемой поверхности. Общий припуск равен сумме операционных.
Размер припуска существенно влияет на себестоимость изготовления детали. Завышенный припуск увеличивает затраты труда, расход материала, режущего инструмента и электроэнергии. Заниженный припуск требует применения более дорогостоящих способов получения заготовки, усложняет установку заготовки на станке, требует более высокой квалификации рабочего.
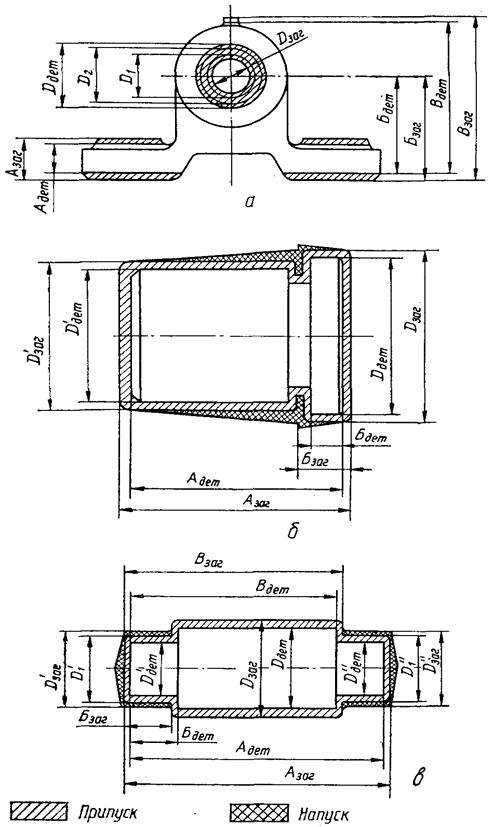
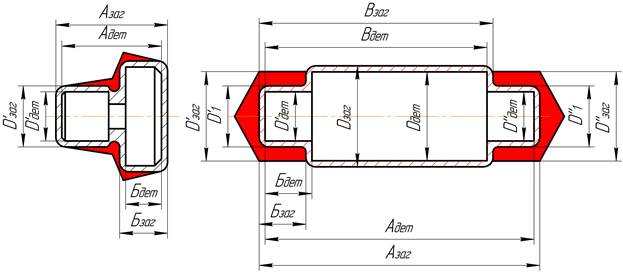
Рис. 3.1. Припуски, напуски и размеры корпуса подшипника (а), пробки (б) и вала (в):
Кроме того, он часто является причиной появления брака при механической обработке. Поэтому назначаемый припуск должен быть оптимальным для данных условий производства.
Оптимальный припуск зависит от материала, размеров и конфигурации заготовки, вида заготовки, деформации заготовки при ее изготовлении, толщины дефектного поверхностного слоя и других факторов. Известно, например, что чугунные отливки имеют дефектный поверхностный слой, содержащий раковины, песчаные включения; поковки, полученные ковкой, имеют окалину; поковки, полученные горячей штамповкой, имеют обезуглероженный поверхностный слой.
Действительный слой металла, снимаемый на первой операции, может колебаться в широких пределах, т. к. помимо операционного припуска часто приходится удалять напуск.
Напуск — это избыток металла на поверхности заготовки (сверх припуска), обусловленный технологическими требованиями упростить конфигурацию заготовки для облегчения условий ее получения. В большинстве случаев напуск удаляется механической обработкой, реже остается в изделии (штамповочные уклоны, увеличенные радиусы закруглений и др.).
В процессе превращения заготовки в готовую деталь ее размеры приобретают ряд промежуточных значений, которые называются операционными размерами. На рис. 3.1 на деталях различных классов показаны припуски, напуски и операционные размеры. Операционные размеры обычно проставляют с отклонениями: для валов — в минус, для отверстий — в плюс.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Припуски и напуски. Технологические размеры и допуски.
Технология машиностроения.
Объектом ТМ является технологический процесс, а предметом — установление и исследование внешних и внутренних связей, закономерностей технологического процесса.
Производственный и технологический процесс.
Производственным процессом называют весь комплекс процессов организации, планирования, изготовления т.д., необходимых для превращения поступающих материалов и полуфабрикатов в готовую продукцию. Процессы, непосредственно связанные с обеспечением заданных параметров, называют технологическими. Под технологическим процессом (ТП) механической обработки детали понимают последовательное превращение исходной заготовки в готовую деталь путем механической обработки. Различают след виды ТП: 1) проектные. 2) рабочие. 3) единичные. 4) типовые. 5)групповые. 6) стандартные. 7) временные. 8)перспективные. 9)инновационные. Технологический процесс состоит из операций. Операция – это часть технологического процесса, выполняемая непосредственно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими. Технологическая операция состоит из переходов: технологических и вспомогательных. Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и обрабатываемой поверхности. Вспомогательный переход – законченная часть операции, которая не сопровождается изменением формы и размеров деталей (установка д., вкл/выкл станка, подвод/отвод инструмента, переключение подач). Операция является основой производственного планирования и учета. На основе операции определяются: трудоемкость, количество рабочих, оборудование, производительность площадей, себестоимость обработки деталей, календарное планирование и контроль производства.
Этапы ТП. Понятие операции.
1) Составление плана обработки. 2) Построение совмещенной схемы обработки. 3)изображение графа, размерных связей, производственных или опер-х размеров. 4) изображение исходных размеров. 5)выявление уравнений размерных связей и предварительное их решение. 6). 7)назначение экономически целесообразных допусков на обработку. 8)определение колебаний припусков. 9) расчет технологических размеров 10) разработка рекомендаций по совершенствованию ТП. Операция– законченная часть технологического процесса, выполняемая на одном рабочем месте до перехода к обработке следующей детали. Технологическая операция состоит из переходов: технологических и вспомогательных.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и обрабатываемой поверхности.
1. Установить деталь
2. Проточить поверхность 1.
3. Отвести, подвести резец.
4. Точить поверхность 2.
2,4 – технологические переходы, остальные – вспомогательные.
Вспомогательный переход – законченная часть операции, которая не сопровождается изменением формы и размеров деталей (установка д., вкл/выкл станка, подвод/отвод инструмента, переключение подач).
Припуски и напуски при обработке. Общий операционный припуск.
Припуск – понятие, относящееся к определенной поверхности, его измеряют по нормали к этой поверхности. Припуск отсчитывают на размер: на диаметр – двусторонний симметричный; припуск при обработке плоскости или торца – на линейный размер односторонний припуск.
Различают припуск: общий, операционный.Общим припуском Zобщ называют слой материала, удаляемый с заготовки в процессе ее механической обработки с целью получения готовой детали (заданной точности и качества!).
Операционным Zi припуском называют слой материала, удаляемый с заготовки во время операции для обеспечения заданной точности и качества.  . ω-колеб припуска
. ω-колеб припуска
i – порядковый номер порядковой операции.

Напуск-явление, вредное в машиностроении, но неизбежное в связи с несовершенством заготовительного производства. Величина припуска подлежит расчету, и на практике принято рассм-ть min значение припуска и max-ое. Z( min) либо подлежит расчету, либо выбирается по справочным данным с учетом след факторов: вид обработки, характер выполняемой операции, габариты обрабатываемой детали,физико-мех св-ва обработанного материала.
Припуски и напуски. Технологические размеры и допуски.
Припуск – понятие, относящееся к определенной поверхности, его измеряют по нормали к этой поверхности. Припуск отсчитывают на размер: на диаметр – двусторонний симметричный; припуск при обработки плоскости или торца – на линейный размер односторонний припуск.
Различают припуск: общий, операционный.Общим припуском Zобщ называют слой материала, удаляемый с заготовки в процессе ее механической обработки с целью получения готовой детали (заданной точности и качества!).
Операционным Zi припуском называют слой материала, удаляемый с заготовки во время операции для обеспечения заданной точности и качества. . ω-колеб припуска
i – порядковый номер порядковой операции.
Напуск-явление, вредное в машиностроении, но неизбежное в связи с несовершенством заготовительного производства.
Допуск-разность между наибольшим и наименьшим предельными значениями параметров(размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
Дата добавления: 2018-05-31 ; просмотров: 811 ; Мы поможем в написании вашей работы!
Припуски, напуски и размеры заготовок
ПРОГРЕССИВНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
Основные понятия о заготовках и их характеристика.
Заготовка – предмет труда, из которого, изменением формы, размеров, свойств поверхности и/или материала, изготовляют деталь (ГОСТ 3.1109-82).
Различают 3 основных вида заготовок:
· Машиностроительные профили. Их изготавливают постоянного сечения (круглого, шестигранного или трубы) и периодического. В крупносерийном и массовом производстве применяют специальный прокат.
· Штучные заготовки. Их получают литьем, ковкой, штамповкой, сваркой.
· Комбинированные заготовки. Это сложные заготовки, получаемые соединением отдельных простых элементов.
Заготовки характеризуются конфигурацией и размерами, точностью получаемых размеров, состоянием поверхности и т.д. Формы, размеры, а также состояние поверхности заготовки существенно влияют на последующую обработку резанием.
Припуски, напуски и размеры заготовок
Оптимальный припуск может быть определен расчетно-аналитическим методом, который был рассмотрен в курсе “Теоретические основы производства СПАРО”. В отдельных случаях, когда еще не разработана технология механической обработки, припуски на обработку выбирают по стандартам и справочникам.
Действительный слой металла, снимаемый на первой операции, может колебаться в широких пределах, т.к., помимо операционного припуска, приходится удалять и напуск.
Напуск – избыток металла на поверхности заготовки сверх припуска, обусловленный технологическими требованиями упростить конфигурацию заготовки для облегчения условий ее получения.
В большинстве случаев напуск удаляется механической обработкой, реже остается в изделии (штамповочные уклоны, увеличенные радиусы закруглений).
В процессе превращения заготовки в готовую деталь, ее размеры приобретают ряд промежуточных значений, которые называются операционными размерами. Операционные размеры проставляются с отклонениями для отверстий – в “-”, для валов – в “+”.
Припуски, напуски и операционные размеры пробки и вала.