Что такое маршрутная карта сдо
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ
Unified system for technological documentation. Forms and rules for filling in the technological process cards
Дата введения 1984-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1982 г. N 5311 дата введения установлена 01.01.84
ПЕРЕИЗДАНИЕ. Февраль 2012 г.
Настоящий стандарт устанавливает формы и правила оформления маршрутных карт, применяемых при разработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.2. Формы МК, установленные настоящим стандартом, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
2. ПРАВИЛА ПРИМЕНЕНИЯ
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл.1.
Вид технологического процесса
Назначение формы МК
Применяемый метод проектирования
Единичные технологические процессы, выполняемые с применением различных методов обработки
Первый или заглавный лист
При автоматизированной распечатке форм на АЦПУ размеры высоты граф следует увеличить до 8,5 мм за счет уменьшения количества основных строк, предназначенных для описания операций (см. форму 5)
Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым штампом. Форма рассчитана на размещение 128 символов в строке
Единичные технологические процессы сборки (разъемные и неразъемные соединения)
См. применение форм 1 и 3
См. применение формы 5
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта
См. применение форм 1 и 3
См. применение формы 5
Единичные технологические процессы, выполняемые с применением различных методов изготовления и ремонта
Первый или заглавный лист
В случае применения МК, взамен соответствующих КТП, совместно с соответствующей КТИ, содержащей переменную информацию
Единичные, типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта
См. применение форм 1 и 3
См. применение формы 5
Не механизированное и не автоматизированное
Рекомендуется применять для документов маршрутного описания и не подлежащих микрофильмированию
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
3. ПРАВИЛА ОФОРМЛЕНИЯ
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, М01, A12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять согласно табл.2.
Обозначение служебного символа
Содержание информации, вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Содержание операции (перехода)
Информация о применяемой при выполнении операции технологической оснастке
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки)
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
— специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например при сварке, штамповке и т.п.;
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
1. В случае применения какой-либо технологической оснастки записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл.3.
Примечание. В случае отсутствия информации с каким-либо служебным символом записывается информация со следующим служебным символом по порядку.
Вид технологического процесса
Вид описания технологического процесса (операции)
Очередность заполнения служебных символов
Единичные технологические процессы, выполняемые с применением различных методов обработки
Что такое система дистанционного обучения (СДО)
Что такое СДО?
Система дистанционного обучения (СДО, система управления обучением, Learning Management System – LMS) — это программная платформа, которая позволяет грамотно организовать и автоматизировать большинство процессов, связанных с обучением сотрудников.
Если пофантазировать и представить себе обучение персонала с помощью аналогии, то система дистанционного обучения в чем-то напомнит навигатор в автомобиле. Можно пользоваться картами или помнить наизусть все маршруты в городе. Но чем больше город, тем сложнее все держать в голове и ориентироваться по картам. Что касается загруженности дорог и состояния дорожного покрытия – тут придется опираться только на опыт.
Система управления обучением, как крутой навигатор, проведет по маршруту обучения, подскажет, где искать нужную информацию, как оптимально спланировать учебный процесс, записаться на нужный курс или вебинар.
 Внешний вид интерфейса пользовательской страницы в системе Mirapolis LMS на разных устройствах
Внешний вид интерфейса пользовательской страницы в системе Mirapolis LMS на разных устройствах
Специалистам по обучению персонала платформа позволяет быстро загружать готовый и создавать авторский учебный материал в удобном формате, а также следить за достижениями обучающихся. Сотрудникам – пользоваться всеми доступными инструментами обучения в любом месте, в любое время и с любого устройства, без отрыва от основной занятости.
Какие возможности дает система управления обучением?
Вернемся к аналогии с навигатором: он позволяет построить оптимальный маршрут, чтобы быстрее всего добраться к цели назначения, израсходовав минимум топлива.
Так же и СДО: она позволяет выстроить максимально удобный формат обучения, облегчает доступ к материалам и минимизирует затраты на организацию учебного процесса.
Перечислим основные возможности :
Загрузка учебного материала
Аналогично установке карт в навигатор, тренер может загружать в систему дистанционного обучения готовые курсы в формате SCORM, Tin Can и других. Также он может собирать курсы самостоятельно, сочетая материалы из медиатеки в разных форматах: DOC, PDF, XLS, презентации PowerPoint, аудиозаписи, Wiki, Flash-ролики и видеоуроки. Обучающиеся получают новые знания, следуя установленному маршруту: например, после завершения вводного курса по стандартам компании, им автоматически назначается курс, посвященный более глубокому изучению продуктов. В результате обучение получается логичным, систематизированным, эффективным.
Медиатеку можно пополнять в том числе за счет онлайн-мероприятий: проведенные в вебинарной комнате трансляции сохраняются в медиатеку; их можно сделать частью учебного курса.
Контроль обучения
В системе управления обучением менеджер комфортно управляет и контролирует обучение сотрудников. Можно объединять студентов в группы и настраивать разные права доступа к материалам. Создавать индивидуальные траектории обучения в зависимости от первоначальных знаний сотрудника и результатов тестов. По сути, здесь как в навигаторе задается оптимальный маршрут, только не поездки, а учебного плана. Маршрут можно корректировать как вручную, так и автоматически: анализируя результаты прохождения каждого курса, система может предлагать сотрудникам изучить тему подробнее. Так, она может рекомендовать дополнительный курс или предложит пройти курс для управленцев, чтобы подготовить кадровый резерв.
Изучение аналитики
Прогресс обучения контролируется с помощью преднастроенных отчетов. Как правило, в библиотеке есть готовые формы, используя которые, можно увидеть результаты обучения за определенное время, по конкретному курсу, сотруднику или отделу.
Эффективность обучения оценивают с помощью тестов, практических заданий и других методов. Это позволяет специалисту по обучению персонала следить за достижениями сотрудников.
Получение обратной связи от обучающихся
Мнение пользователей помогает разработчикам навигатора совершенствовать создание маршрутов. А в системе управления обучением обратная связь позволяет специалистам по обучению обновлять курсы с учетом мнения обучающихся. Также здесь доступны разные инструменты коммуникации, сотрудники могут общаться между собой на форуме, делиться опытом и задавать вопросы тренеру прямо в карточке курса. Есть возможность комментировать учебный материал, отмечая, что оказалось наиболее сложным, а что – интересным и увлекательным.
Мобильность
Обучение доступно с любых устройств, тренеры и сотрудники не привязаны к конкретной учебной аудитории. Обучаться можно в удобное время в удобном месте, используя свой смартфон или планшет.
Дополнительные опции
В навигаторе, к примеру, можно активировать функцию «Оплата заправки» или другую на свое усмотрение. В СДО есть возможность подключать дополнительные модули для автоматизации подбора и адаптации персонала, оценки KPI и компетенций, мотивации, вознаграждения и управления карьерой и развитием. Современные системы управления персоналом предлагают инструменты для вовлечения сотрудников с первых дней работы в компании, дальнейшего управления их развитием и карьерным продвижением.
Плюшки для пользователей
В навигаторе можно выбрать голос и вид курсора – намного веселее двигаться по карте на гоночном болиде с подсказками от комментатора «Формулы-1». В системе дистанционного обучения мотивировать и вовлекать сотрудников в обучающий процесс позволяет геймификация. Она превращает процесс обучения в увлекательную игру с поощрениями, присвоением рейтингов и статусов, получением бейджей и вознаграждений в игровой валюте.
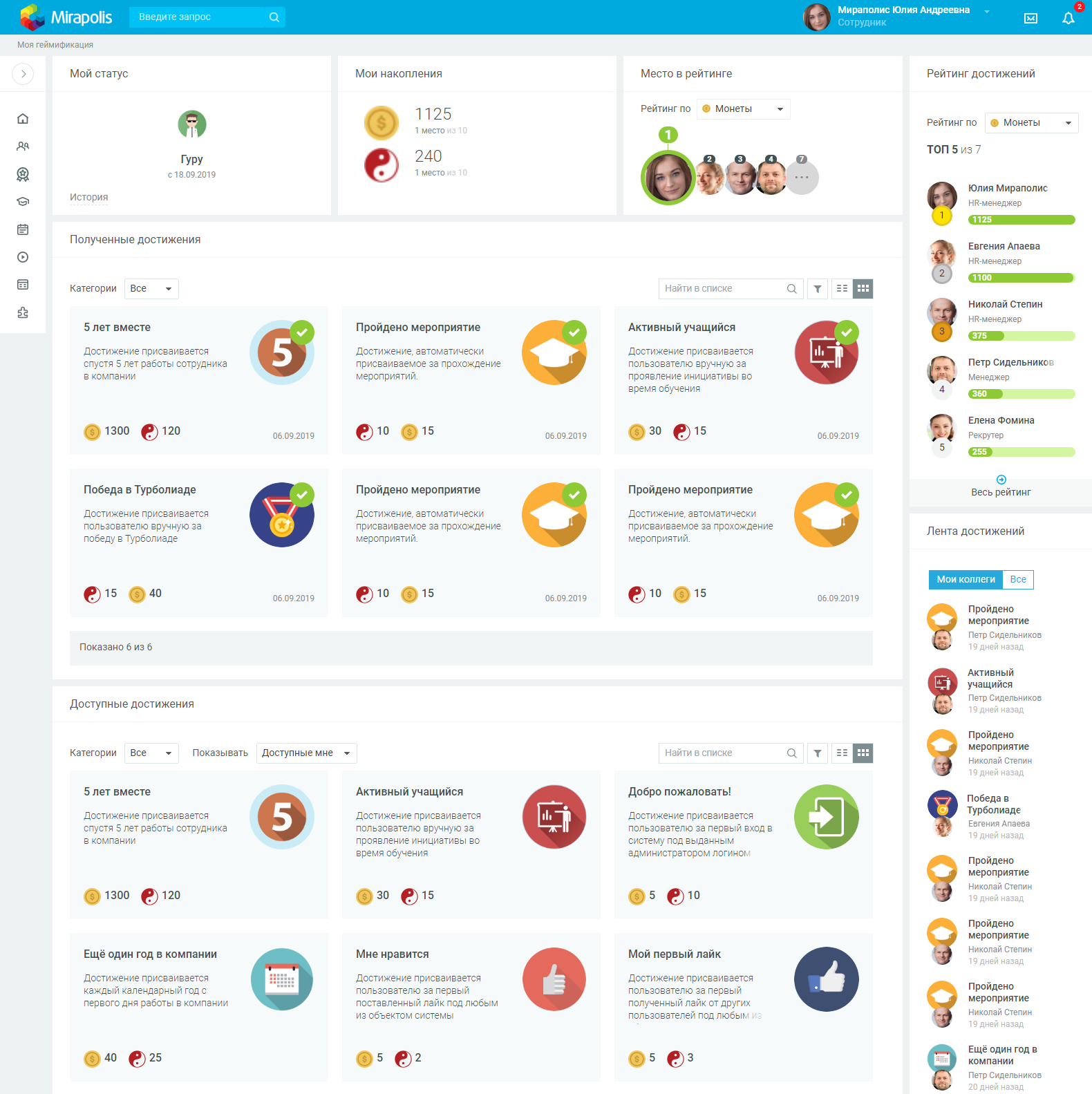 Элементы вовлечения в учебный процесс
Элементы вовлечения в учебный процесс
Кроме того, в системе дистанционного обучения есть возможность персонализировать интерфейс, благодаря виджетной системе блоков. Опыт работы показывает, что блок «Новости» должен быть выше остальных? Не проблема – любой элемент можно переставить так, чтобы было удобно для компании.
Какие задачи решает система управления обучением?
С помощью СДО несколько тренеров могут проводить обучение тысяч сотрудников, независимо от географии, и эффективно оценивать результаты учебы. Это хорошо отслеживается на примере компании «Хенкель Баутехник», офисы которой расположены по всей России – от Владивостока до Калининграда.
В результате система обучения трансформируется в образовательный портал, где сотрудники могут обучаться, общаться, и узнавать последние новости. Хороший пример создания успешной HR-системы – сеть кафе быстрого и здорового питания «ПРАЙМ», где были объединены инструменты Mirapolis Portal и Mirapolis LMS.
Из чего состоит система управления обучением?
Весь инструментарий разбивается на 3 основных блока: управление обучением, работа с учебными материалами, инструменты коммуникации.
Управление обучением включает:
К работе с учебными материалами относятся:
К инструментам коммуникации можно отнести:
Условия доступа к СДО
Первые системы электронного обучения использовались исключительно внутри компании и устанавливались на сервер. Например, такой подход незаменим, если из-за требований безопасности организация не может размещать учебный материал в облаке.
Облачные решения не нужно устанавливать на сервер компании, они хранятся на сервере вендора, после оформления подписки клиенту выдается доступ.
Мобильные приложения позволяют сотрудникам проходить курсы и тесты, добавленные в систему, 24 часа в сутки из любой точки планеты.
Ограничения бесплатных СДО
Рынок предлагает бесплатные и коммерческие системы дистанционного обучения для учебных заведений и бизнеса. Бесплатные решения пользуются популярностью в вузах, но в основном сложны в настройке. Благодаря открытому исходному коду их можно адаптировать под потребности конкретной организации, но для этого нужно иметь в штате технических специалистов.
Коммерческие системы намного проще в использовании, учитывают современные тенденции в обучении и имеют интуитивно понятный интерфейс. Они часто обновляются разработчиками в соответствии с запросами клиентов. Если возникают сложности, всегда можно задать вопрос специалисту техподдержки вендора, и проблема будет решена мгновенно. У вендора обновления и техподдержка обычно включены в лицензию.
Какие выгоды дает внедрение системы управления обучением?
Если вы ищите удобную систему, чтобы быстро организовывать дистанционное обучение в компании, попробуйте готовое решение Mirapolis LMS с интуитивно понятным интерфейсом и максимально полным инструментарием.
Маршрутная карта что это
Маршрутная карта
Маршрутная карта ( МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы согласно ГОСТЗ. [1]
Маршрутная карта ( форма № 01) содержит описание технологического процесса и межцеховых переходов изготовления детали ( сборочной единицы) по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, трудовым и другим нормативам. [2]
Маршрутная карта формируется по всей номенклатуре деталей ( сборочных единиц), изготавливаемых заводом, а также на детали ( полуфабрикаты), получаемые по кооперированным поставкам, и на покупные изделия, если они подвергаются доработке. Она содержит полный перечень операций обработки детали ( сборочной единицы), начиная с заготовительной операции по всему межцеховому технологическому маршруту. [3]
Маршрутная карта — документ, содержащий описание технологического процесса изготовления ( сборки или ремонта) изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными формами. Маршрутные карты применяют в единичном и серийном производстве. [4]
Маршрутная карта ( МК) ( рис. 43) содержит описание технологического процесса изготовления или ремонта изделия по всем операциям различных видов в технологической последовательности, с указанием данных по оборудованию, оснастке, материальным, трудовым и другим нормативам. Маршрутная карта является основным технологическим документом, разрабатываемым на всех стадиях составления рабочей документации. Маршрутная карта имеет 4 варианта исполнения в зависимости от вида производства и метода изложения технологического процесса. Так, формы № 1, 2 и 3 предназначены для индивидуальных маршрутных и операционных процессов; фирма № 4 — для типовых технологических процессов. [5]
Маршрутная карта с условным обозначением МК предназначена для описания технологического процесса, включая контроль и перемещение по всем операциям в технологической последовательности с указанием данных об оборудовании, оснастке, трудовых и других нормативах в соответствии с установленными формами, и используется для планирования производства. [6]
Маршрутная карта ( МК) составляется на деталь и содержит в себе описание технологического процесса изготовления по всем операциям в технологической последовательности с указанием соответствующих данных п оборудованию, оснастке, материальным, трудовым и другим нормативам. В маршрутной карте указывается цех и участок, где должна производиться обработка детали и ряд других сведений, необходимых главным образом для планирования производства. [7]
Маршрутная карта ( МК) содержит описание технологического процесса изготовления изделия по всем операциям в определенной технологической последовательности с указанием оборудования, оснастки, материальных и трудовых норм в соответствии с установленными формами. [8]
Маршрутная карта ( МК) ( рис. 44) содержит описание технологического процесса изготовления или ремонта изделия по всем операциям в технологической последовательности, с указанием данных по оборудованию, оснастке, материальным, трудовым и другим нормативам. Маршрутная карта является основным технологическим документом; ее разрабатывают на всех стадиях составления рабочей документации. [9]
Маршрутная карта предназначена для описания технологического процесса изготовления изделия в технологической последовательности выполнения операции при любом типе производства. Карта эскизов поясняет содержание текстового технологического документа. [10]
Маршрутная карта — это документ, содержащий описание технологического процесса изготовления изделия по всем операциям в технологической последовательности, с указанием соответствующих данных по оборудованию, оснастке, материальным, трудовым и другим нормативам. [11]
Маршрутная карта предназначена для описания технологического процесса изготовления и контроля изделий по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, оснастке, материальным, трудовым затратам и другим параметрам. [12]
Маршрутная карта ( МК) — это технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия ( включая контроль или перемещение) по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативов. [13]
Маршрутная карта ( см. ГОСТ 3.140 4 — 71) содержит описание технологического процесса изготовления и контроля изделия по всем операциям различных видов работ в технологической последовательности с указанием данных по оборудованию, оснастке, материальным и трудовым нормативам. [14]
Маршрутная карта ( МК) предназначена для описания технологического процесса изготовления и контроля изделий по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, оснастке, материальным, трудовым и другим нормативам. [15]
Описание и назначение маршрутной карты
Маршрутная карта – документ, формируемый на основании данных о планируемом маршруте, предоставляемых Владельцем транспортного средства, и являющийся основанием для расчета Платы в счет возмещения вреда при отсутствии Бортового устройства.
Маршрутная карта содержит следующие данные:
Оформление Маршрутной карты возможно:
При оформлении Маршрутной карты Владелец транспортного средства указывает следующую обязательную информацию:
Маршрутная карта технологического процесса: пример, назначение, заполнение
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.
Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Краткие теоретические сведения. Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы согласно ГОСТЗЛ118-82 (Формы и правила оформления маршрутных карт).
Маршрутная карта — это документ, предназначенный для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций.
При операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах
К заполнению граф технологических документов предъявляются следующие требования:
1. Каждая строка мысленно делится по горизонтали пополам и
информацию записывают в нижней ее части, оставляя верхнюю часть
свободной для внесения изменений.
2. Для граф, выделенных утолщенными линиями, существует
три варианта заполнения:
а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
б) информация записывается в раскодированном виде;
в) информация дается в виде кодов с их расшифровкой;
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае.
В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов для типов строк в зависимости от размещаемого состава информации, в графах маршрутной карты следует выполнять в соответствии с табл. 1.1.
При заполнении информации на строках, имеющих служебный символ “О”, следует руководствоваться требованиями, которые устанавливают правила записи операций и переходов.
При операционном описании технологического процесса на
маршрутной карте номер перехода следует проставлять в начале строки.
При заполнении информации на строках, имеющих служебный символ «Т», следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки.
Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности:
2) вспомогательный инструмент;
3) режущий инструмент;
4) слесарно-монтажный инструмент;
5) специальный инструмент;
6) средства измерения.
Таблица 1.1 Сведения, вносимые в графы, расположенные
на строке маршрутной карты
| Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
| А | Номер цеха, участка, рабочего места, где выполняется операция; код и наименование операции |
| Б | Код, наименование оборудования и информация по трудозатратам |
| К | Информация о комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
| М | Информация о применяемом основном материале и исходной заготовке, о применяемых исходных и комплектующих материалах, кодах единицы величины, единицы нормирования, количестве на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| Р | Информация о режимах обработки |
Примечание: согласно ГОСТ 3.1118-82 литеры «А»,«Б»,«К», применяются только при заполнении форм с горизонтальным расположением поля подшивки), при «вертикальном расположением поля подшивки используются литеры «В»,«Г»,«Д»,«Е», «Л», «Н». Значение которых в данных методических указаниях не рассматривается.
Таблица 1.2 Сведения, вносимые в графы и строки маршрутной карты
| Номер пункта поиска | Наименование (условное обозначение графы) | Служебный символ | Содержание информации |
Продолжение таблицы 1.2
| — | — | Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу | ||
| — | — | Обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому класси-фикатору | ||
| — | — | Код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору | ||
| — | — | Обозначение документа по ГОСТ 3.1201-85 (Система обозначения технологической документации)* | ||
| — | — | Общее количество листов документа | ||
| — | — | Порядковый номер листа документа | ||
| — | — | Литера, присвоенная технологическому документу. При дипломном проектировании записывать «ДП’при курсовом — «КП» Практичская работа – «ПР» | ||
| — | — | Графа для особых указаний | ||
| Обозначение документа | А | Обозначение документов, применяемых при выполнении данной операции, например, ИОТ- инструкция по охране труда | ||
| Тшт | Б | Норма штучного времени на операцию, мин. | ||
| Тпз | Б | Норма подготовительно-заключительного времени на операцию, мин | ||
| Кшт | Б | Коэффициент штучного времени при много-станочном обслуживании, зависящий от количества обслуживаемых станков: | ||
| Кол. станков ков | ||||
| К шт. | 0,65 | 0,48 | 0,39 | 0,35 |
| ОП | Б | Объем производственной партии, штуки | ||
| ЕН | М02,Б,К,М | Единица нормирования, на которую установлена норма расхода материала, или норма времени, например, 1,10,100 |
| КОИД | Б | Количество одновременно обрабатываемых заготовок при выполнении одной операции |
| КР | Б | Количество исполнителей, занятых при выполнении операции |
| УТ | Б | Код условий труда; Включает в себя цифру — условия труда: 1 — нормальные; 2 — тяжелые и вредные; 3 — особо тяжелые, особо вредные; и букву, указывающую вид нормы времени: Р — аналитически-расчётная; И — аналитически-исследовательская; X — хронометражная; О — опытно-статистическая |
| Р | Б | Разряд работы, необходимый для выполнения операции. Код включает три цифры: первая — разряд работы по тарифно-квалификационному справочнику, две следующие – код формы и системы оплаты труда: 10 — сдельная форма оплаты труда; 11 — сдельная система оплаты труда прямая; 12 — сдельная система оплаты труда премиальная; 13 — сдельная система оплаты труда прогрессивная; 20 — повременная форма оплаты труда; 21 — повременная система оплаты труда простая; 22 — повременная система оплаты труда премиальная |
| ПРОФ | Б | Код профессии согласно классификатору |
| СМ | Б | Код степени механизации труда. Указывается цифрой: 1 — наблюдение за работой автоматов; 2 — работа с помощью машин и автоматов; 3 — вручную при машинах и автоматах: 4 — вручную без машин и автоматов; 5 — вручную при наладке машин |
| Код, наименование оборудования | Б | Код оборудования. Включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Низшая группировка в курсовом проекте условно указывается знаком «ХХХХ» |
Продолжение таблицы 1.2
Продолжение таблицы 1.2
| Код, наименование операции | А | Код операции согласно классификатору технологических операций. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляется код 4103″. После кода операции записывается её наименование |
| Цех | А | Номер цеха, в котором выполняется операция |
| Уч | А | Номер участка |
| РМ | А | Номер рабочего места (В курсовом проекте позиции 23, 24, 25 заполняются условно кодом «ХХ») |
| Опер | А | Номер операции в технологической последова-тельности изготовления, контроля и перемеще-ния. Рекомендуемая нумерация операций: 000,005,010 и т.д. |
| Код | М02 | Код материала. Графа не заполняется, ставится прочерк |
| ЕВ | М02, К,М | Код единицы величины — массы, длины, площади и т. п. детали или заготовки. Для массы, указанной в «кг» — код 166; в «г» — 163; в «т»-168. Допускается вместо кода указывать единицы измерения величины |
| МД | М02 | Масса детали по конструкторскому документу |
| ЕН | М02,Б, К,М | Единица нормирования, на которую установлена норма расхода материала или норма времени, например, 1, 10,100 |
| Нрасх | MО2,КМ | Норма расхода материала |
| КИМ | М02 | Коэффициент использования материала |
| Код заготовки | М02 | Код заготовки по классификатору (табл. 6). Допускается указывать вид заготовки (отливка, прокат, штамповка и т.д.) |
| — | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/», например, Лист БОН-2,5x1000x2500 ГОСТ 19903-74/Ш-1У В ст.З ГОСТ 14637-79 |
Продолжение таблицы 1.2
| Профиль и размеры | М02 | Обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину, например, 20x50x300, Ǿ 35. Профиль допускается не указывать |
| КД | М02 | Количество деталей, изготавливаемых из одной заготовки |
| М3 | М02 | Масса заготовки |
Порядок выполнения
1. Описать назначение маршрутной карты.
2. Привести таблицу с примером заполнения блоков информации.
3. Заполнить маршрутную карту на примере процесса подкатки и выкатки тележек локомотива (Допускается оформление маршрутной карты на любую другую тему, связанную с ремонтной тематикой, железнодорожного транспорта, выданную преподавателем).
Примечание: Маршрутную карту выполнять на бланке по форме 2.
При описании процесса необходимо учитывать требования нормативно – технической документации, предъявляемые к конкретному технологическому процессу.
Содержание отчета
1. Поясните сущность и предназначение маршрутных карт.
2. Поясните очерёдность заполнения карт и способы внесения информации
3. Укажите значения основных применяемых литер.
4. Сведения, вносимые в графы и строки маршрутной карты
Контрольные вопросы
1. Какая информация вносится в строку под литерой «А»?
2. Какая информация вносится в графу «Ев»?
3. В какой последовательности вносится информация о применяемой технологической оснастке?
4. Каким образом обозначается информация о применяемом технологическом оборудовании?
5. Является ли обязательной простановка служебных символов для условного выражения состава информации, размещаемой в графах маршрутной карты?

Рис. 1 Пример заполнения маршрутной карты.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9299 —  | 7285 —
| 7285 —  или читать все.
или читать все.
188.64.173.93 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Маршрутная карта что это
маршрутная карта — Внутрипроизводственный документ, заполняемый при производстве каждой серии продукта и включающий в себя всю необходимую информацию для получения объективного доказательства о проделанной работе и достигнутых результатах на каждой производственной … Справочник технического переводчика
маршрутная карта — Карта, показывающая лишь узкую полосу территории, интересующую потребителя, например, по обе стороны от дороги … Словарь по географии
Маршрутная карта — обычная топографическая карта с обозначением пути (маршрута) передвижения войск. М. к. подготавливается штабом соединения (части) на основе данных разведки маршрута и расчетов скорости движения войск … Краткий словарь оперативно-тактических и общевоенных терминов
маршрутная карта технологического процесса — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN route sheet … Справочник технического переводчика
Карта маршрутная — – внутрипроизводственный документ, заполняемый при производстве каждой серии продукта и включающий в себя всю необходимую информацию для получения объективного доказательства о проделанной работе и достигнутых результатах на каждой… … Энциклопедия терминов, определений и пояснений строительных материалов
Маршрутная сеть АэроСвит — Основная статья: АэроСвит Рейсы АэроСвит по состоянию на июнь 2011 г.: Аэросвит обслуживает 72 направления в Азии, Европе и Северной Америке со своей базы в Аэропорту Борисполь (Киев) и также обслуживает внутренние рейсы в Украине. В дополнение к … Википедия
Маршрутная сеть Аэросвита — Основная статья: АэроСвит Рейсы АэроСвит по состоянию на июнь 2011 г.: Аэросвит обслуживает 72 направления в Азии, Европе и Северной Америке со своей базы в Аэропорту Борисполь (Киев) и также обслуживает внутренние рейсы на Украине. В… … Википедия
Карта Маршрутная — технологический документ с перечнем операций, производимых при изготовлении продукции. Словарь бизнес терминов. Академик.ру. 2001 … Словарь бизнес-терминов
карта маршрутизации (при коммутации) — таблица маршрута маршрутная матрица таблица маршрутизации — [Л.Г.Суменко. Англо русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.] Тематики информационные технологии в целом Синонимы таблица маршрутамаршрутная… … Справочник технического переводчика