Анализ критичности оборудования — это бесполезная трата времени?
Опубликовано Простоев.НЕТ в 23.05.2021 23.05.2021
Одной из «истин в последней инстанции» управления ТОиР и активами, которая крайне редко подвергается сомнению, является убеждение, что организации обязательно должны идентифицировать свои «критические» активы.
Хотя это может быть правдой, но реальность такова, что большинство организаций делают это очень плохо, и усилия, которые вкладываются в «оценку критичности оборудования», в основном тратятся впустую. Давайте рассмотрим это утверждение и причины, по которым оно может быть верным.
Что такое критичность оборудования?
Давайте начнем с рассмотрения, а есть ли общее мнение о том, что такое критичность оборудования. И, если говорить более конкретно, критичность оборудования — это то же самое, что и риск отказа оборудования, или это что-то иное?
Стандарт ISO 31000:2009 – Управление рисками — Принципы и руководящие положения (Risk Management — Principles and Guidelines) определяет риск как «влияние неопределенности на цели» (“the effect of uncertainty on objectives”). Процесс оценки рисков начинается с определения событий рисков. В свою очередь события рисков имеют два измерения/параметра:
Общий уровень риска определяется сочетанием этих измерений, часто визуализируемых в виде матрицы рисков (рис. 1).
Мы можем рассматривать риск как комбинацию тяжести последствий события и вероятности, или правдоподобия, возникновения события. Другими словами, риск относится к событию, а не к физическому предмету (например, к позиции оборудования). Если мы считаем, что критичность оборудования — это то же самое, что и риск отказа оборудования, то нам лучше прояснить, что такое событие/события отказа, которые мы оцениваем. Позиция оборудования может отказать по многим различным причинам, и вероятность наступления и последствия каждого из этих событий отказов будут различными. Так как же нам свести все связанные с отдельными событиями риски до уровня оборудования, чтобы получить общий уровень риска отказа для всей позиции оборудования в целом? Стандартов, которые бы указали нам, как это сделать, не существует.
Существуют некоторые стандарты для выполнения анализа видов, последствий и критичности отказов (FMECA). Однако следует отметить, что в этом процессе критичность определяется на уровне вида отказа (причины отказа) и используется как часть процесса определения наиболее подходящих действий, которые необходимо предпринять для минимизации или устранения потенциальной вероятности наступления или последствий каждого вида отказа (причины). Этот процесс не предназначен для выполнения общей оценки критичности на уровне позиции оборудования. Кроме того, такая оценка риска обычно выполняется при условии отсутствия средств контроля для снижения рисков, связанных с каждым видом отказа, — что обычно не имеет места после начала эксплуатации оборудования.
Даже сравнительно недавно опубликованный стандарт управления активами ISO 55000 не устанавливает что такое критичность оборудования, — хотя он и определяет критический актив как «актив, имеющий потенциал для существенного влияния на достижение целей организации». Стандарт ISO 55002 предполагает, что «процесс ранжирования рисков может быть использован для идентификации активов, имеющих значительный потенциал для влияния на достижение целей управления активами, т.е. какие активы являются критическими». Однако оценка риска опять-таки предполагает необходимость оценки вероятности (правдоподобия) наступления события, которое в свою очередь означает, что мы должны ясно представлять, какие именно события оцениваются и как вероятность и последствия, связанные с множеством событий на позиции оборудования, сводятся к ее общему риску отказа.
Кроме того, если мы признаем, что критичность оборудования каким-то образом вытекает из рисков отказа оборудования, неясно, собираемся ли мы оценивать абсолютные или сниженные (минимизированные) риски, связанные с каждым из этих отказов. Другими словами, собираемся ли мы оценивать риски, предполагая, что у нас нет каких-либо средств контроля для минимизации вероятности наступления или последствий этих событий отказов (или что они, эти средства контроля, неэффективны); или же мы при оценке рисков отказа оборудования полагаем, что имеющиеся в настоящее время средства контроля эффективны?
Почему нам необходима критичность оборудования?
Действительно, пока все непросто. Тогда давайте вернемся к основным положениям. Прежде чем мы действительно сможем договориться о том, как мы должны определять критичность оборудования, возможно, нам необходимо обсудить, для чего именно мы хотим ее использовать. Если мы поймем, для чего мы хотим использовать критичность, это поможет нам дать ей лучшее определение.
Некоторые из вариантов возможного использования уровня критичности оборудования (в некоторых системах CMMS значения уровня критичности хранятся в отдельном поле базы данных):
Давайте рассмотрим каждое из этих применений и обсудим значение, которое может иметь отдельный уровень критичности в системе CMMS в содействии каждому из этих процессов принятия решений.
Определить приоритет выполнения задачи технического обслуживания
Приоритет задачи технического обслуживания должен определяться уровнем риска, обусловленного невыполнением этой задачи. Уровень риска, обусловленного невыполнением задачи ТО, определяется последствиями потенциального отказа, который может стать результатом невыполнения этой задачи, и вероятностью наступления отказа, если задача не будет выполнена, в определенный момент времени, в который определяется этот приоритет. Общая оценка критичности позиции оборудования не обязательно отражает уровень риска, связанного с определенной задачей в определенный момент времени.
Например, давайте предположим, что рассматриваемая нами задача должна выполняться на конкретной единице оборудования со 100% резервированием. Например, оборудование – это рабочий насос в паре насосов, которые обычно эксплуатируются в режиме «работа/ожидание». При наличии 100% резервирования значение критичности этого насоса, вероятно, будет средним или скорее даже низким. Однако давайте предположим, что в данном конкретном случае насос в режиме ожидания непригоден к эксплуатации (возможно, он сам проходит некое техническое обслуживание). И тогда, как гром среди ясного неба, этот рабочий насос становится очень критичным, а приоритет задачи технического обслуживания, которая должна быть выполнена для него, становится очень высоким (или работы по техническому обслуживанию, которые мы уже начали на резервном насосе, получают значительно больший приоритет). Это не будет (и не может быть) отражено в значении уровня критичности оборудования, хранящейся в системе CMMS.
Далее давайте предположим, что рассматриваемая задача технического обслуживания заключалась в простой замене паспортной таблички насоса, которую сложно прочесть. Каковы потенциальные последствия, обусловленные невозможностью выполнить эту задачу? Другой вариант: а что если задача заключалась в замене уплотнений насоса, поскольку они негерметичны и имеет место распыление кислоты (а это насос для перекачивания кислоты) в рабочее пространство? Очевидно, что последствия, обусловленные невыполнением этой задачи, определяются больше содержанием задачи, нежели оборудованием. Таким образом, использование общего определения «критичности оборудования» для определения приоритета задачи технического обслуживания в большинстве случаев неверно, и если это единственная причина для выполнения анализа критичности, то не делайте этого.
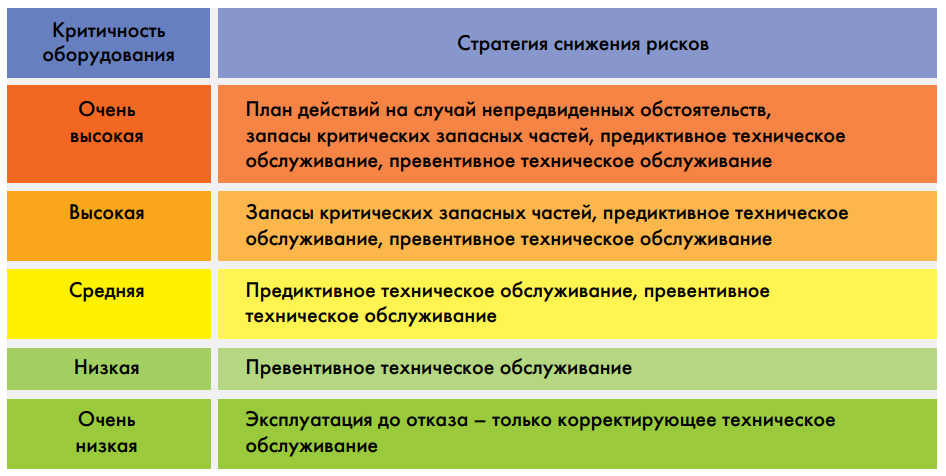
Определить стратегию снижения рисков верхнего уровня для применения к оборудованию
Под «стратегией снижения рисков верхнего уровня» мы понимаем примерно следующую структуру:
Ключевой вопрос такого подхода (и мы сталкивались с тем, что некоторые из наших клиентов используют что-то подобное) для определения, использовать ли стратегии предиктивного, превентивного технического обслуживания или эксплуатации до отказа, заключается в том, что он не соответствует «четырем основным концепциям развития превентивного технического обслуживания». В частности, выбор стратегии технического обслуживания происходит на уровне задачи, а не на уровне оборудования, и должен осуществляться в ответ на конкретные виды (причины) отказов, происходящих на оборудовании. Однако, возможно, есть некоторый смысл в обеспечении наличия плана действий на случай непредвиденных обстоятельств для крайне критичных позиций оборудования. Ниже мы рассматриваем использование оценки критичности для определения необходимости хранения критических запасных частей в резервах.
Определить оптимальные уровни резервов запасных частей, необходимых для оборудования
Если не совсем понятно определение «критичность оборудования», то определение «критичная запасная часть» еще непонятнее. Одни организации считают, что это только позиции запасов с высокой стоимостью, другие считают, что критические запасные части не включают запасы с высокой оборачиваемостью. Третьи путают «критические» запасные части со «страховыми».
Итак, как мы можем использовать критичность оборудования для определения, следует ли хранить критические запасные части или нет? Единственный способ, которым мы можем правильно определить ответ на этот вопрос, — это рассмотреть события отказов, которые порождают необходимость в этой запасной части. Это может быть, а может и не быть тем же самым событием отказа, которое мы рассматривали при оценке общей критичности для оборудования. Если это не так, то использование «общей» оценки критичности оборудования для этого упражнения, вероятнее всего, приведет к избыточному хранению запасных частей. Кроме того, нам необходимо оценить риски (критичность), с которыми мы столкнемся, если не будем хранить запасную часть на складе (в запасах), и сравнить это с рисками, с которыми мы столкнемся, если бы мы хранили эту позицию на складе. Уровень сокращения результирующего риска должен быть сбалансирован с затратами на хранение запасных частей.
Очевидно, что некоторая форма оценки рисков является важной частью определения критических запасных частей — но отдельно стоящий рейтинг «критичности оборудования» имеет очень ограниченную ценность в этом процессе.
Гарантировать, чтобы оборудованию с «высокой критичностью» был присвоен более высокий приоритет для обновления или замены
Одним из ключевых факторов при определении необходимости замены или списания позиции оборудования является ее текущее состояние. Кроме того, анализ затрат на протяжении жизненного цикла определит надлежащий график замены для позиции оборудования. Как критичность оборудования вписывается в эту картину? Чтобы критичность оборудования была эффективной в этом упражнении, ее необходимо периодически пересматривать и обновлять (возможно, ежегодно); вероятность отказа обновляется на основе оценки текущего состояния оборудования. По нашему опыту, очень немногие организации в настоящее время делают это на регулярной основе.
Более того, поскольку наш цикл планирования капиталовложений обычно измеряется годами, требуется спрогнозировать, когда нам, вероятно, потребуется заменить или модернизировать оборудование, по меньшей мере за год, а скорее всего — за несколько лет до этого события. Это означает, что для того, чтобы быть полезным в этой задаче по планированию капиталовложений, нам недостаточно оценить текущую критичность оборудования — мы также должны прогнозировать эту критичность в будущем. И опять-таки, по нашему опыту, очень немногие организации в настоящее время делают это. И где мы будем хранить эти рейтинги критичности? У большинства систем CMMS есть только поле для записи одной оценки критичности на единицу оборудования.
Использование критичности оборудования для этой цели — пустая трата времени.
Сосредоточить усилия по повышению надежности на наиболее «критичном» оборудовании
Здесь мы, пожалуй, можем почувствовать под собой более твердую почву. Если мы оцениваем критичность оборудования в целом, в общем смысле, то это та цель, для которой она лучше всего подходит. Такая оценка не подходит для более специфичных целей — в таком случае требуется более конкретная оценка рисков, связанных с отказом оборудования. Критичность оборудования может быть полезной с точки зрения предоставления направления работы ответственным за совершенствование показателей оборудования, для которых позиции оборудования более важны в общем смысле — для бизнеса, и куда они, таким образом, должны направлять свои усилия.
Критичность оборудования также может быть полезна с точки зрения предоставления общих указаний, касающихся применяемого уровня строгости подхода при принятии некоторых решений, которые мы обсуждали ранее, — таких как определение необходимости хранения критических запасных частей. Очевидно, что если в общем смысле оборудование является более критичным для бизнеса, то тогда мы хотели бы быть более осторожными при принятии решений по этому оборудованию — и, следовательно, применять более строгие аналитические подходы.
Пожалуйста, убедитесь до начала своих исследований, что вы понимаете, для чего вы планируете использовать критичность оборудования. Если вы планируете использовать ее для конкретной цели (например, для определения критических запасных частей), то вы можете обнаружить, что определение критичности на уровне оборудования является недостаточным. Вы также можете обнаружить, что вам будет необходимо оценить как минимизированную, так и абсолютную критичность, чтобы облегчить принятие некоторых решений. Предположения, которые вы делаете относительно того, какие средства минимизации введены в действие при выполнении оценки, также будут зависеть от того, для чего вы намереваетесь использовать критичность оборудования.
Не тратьте свое время и время других сотрудников на оценку критичности оборудования, если не уверены в том, для каких целей она должна использоваться и что процесс, которому вы следуете, подходит для достижения целей, стоящих перед вашей организацией.
Методы организации системы технического обслуживания и ремонта оборудования с целью обеспечения его безотказной работы
Методы организации системы технического обслуживания и ремонта оборудования с целью обеспечения его безотказной работы.
Methods of eguipment maintenance and repair organization to ensure its failure-free operation.
Гончаров А.Б. д.т.н., Тулинов А.Б. д.т.н., проф., Перепечай Б.А.,Гончаров А.А. (ЗАО ММК «Мосинтраст»).
Goncharov Alexander B., Tulinov Andrey B., Perepechai Bohdan A.,Goncharov Andrey A.
Адрес: 143405, Московская область, г. Красногорск, Ильинское шоссе, 2-ой км, территория завода «Бецема»
Аннотация
В статье рассматриваются вопросы комплексного обслуживания оборудования промышленных предприятий с целью обеспечения их безаварийной эксплуатации. Предложены требования к надежности горного оборудования при обеспечении максимально возможного уровня эффективности за счет формирования программы технического обслуживания и ремонта. Рассмотрены основные показатели надежности и методика определения функциональных отказов и причин их возникновения. Это позволит своевременно принимать решения о возможных воздействиях на используемое оборудование. Для этих целей предложено использовать «Диаграмму принятия решений, что обеспечивает существенное продление жизненного цикла работы оборудования»..
The article includes the questions of complex service of the equipment of the industrial enterprises for ensuring their accident-free operation. Offering requirements to reliability of the mountain equipment when ensuring the greatest possible level of efficiency due to formation of the program of maintenance and repair. Considered the main indicators of reliability and technique of definition of functional refusals and their causes. It will allow to make in due time decisions on potential impacts on the used equipment. For these purposes it is offered to use «The chart of decision-making that provides essential extension of life cycle of work of the equipment».
Ключевые слова: Диагностика, техническое обслуживание, надежность, показатели, эффективность, воздействие, критический отказ, оборудование.
Keywords: Diagnostics, maintenance, reliability, indicators, efficiency, influence, critical refusal, equipment.
За последние 25 лет, подходы к техническому обслуживанию и ремонту (ТОиР) оборудования изменилось, больше чем любая другая управленческая дисциплина. Изменения обусловлены огромным ростом числа и разнообразия оборудования, имеющем гораздо более сложные конструкции. Появились новые методы обслуживания и изменились взгляды на сервисные организации и их обязанности. Это вынудило крупные компании пересмотреть подходы к решениям в области ТОиР. С целью исключения внеплановых простоев оборудования, сопровождающихся производственными потерями, за рубежом были разработаны системы технического обслуживания, направленные на повышение надежности работы оборудования [3]. Одной из таких систем является RCM (Reliability-Centered Maintenance – техническое обслуживание, ориентированное на надежность) методология, позволяющая определить необходимые меры для того, чтобы каждая производственная система и ее элементы исполняли возложенную на них функцию в рамках производственного процесса.
Подобные задачи стоят и перед нашей промышленностью, о чем свидетельствуют публикации последнего времени. Так в работе [1] для предприятий горной промышленности предлагается создать интеллектуальную систему мониторинга состояния горного оборудования с целью обеспечения надежности его работы. Однако для этого необходимо создание структурированной статистической информации. В работе [4] ставится задача создания для отечественных предприятий системы обеспечения безаварийной работы оборудования при оптимальных затратах. В монографии [7] представленна информационно-поисковая система анализа дефектов изделий в сфере промышленного производства и ЖКХ. Эта система может быть использована и для анализа дефектов производственного оборудования.
На сегодняшний день задача обеспечения надежности производственного оборудования при оптимальных затратах является актуальной как для зарубежных, так и отечественных предприятий.
Исторически, начиная с 20-х годов прошлого века, ТОиР характеризует 3 основных этапа [6]. Первый этап охватывает период до второй мировой войны. В те дни промышленность не была высокомеханизированной и предотвращение выхода из строя оборудования не было приоритетной задачей. Техническое обслуживание ограничивалось простым регулированием, смазкой и т.п. Восстанавливалось только вышедшее из строя оборудование.
На следующем этапе вырос спрос на товары всех видов, в то время как спрос на рабочую силу резко упал, это привело к росту механизации. В 1950-х годах машины и механизмы становятся более сложными, крупная промышленность начинает зависеть от них. С ростом этой зависимости пришло понимание, что отказы оборудования могут и должны быть предотвращены. В 1960-х годах техническое обслуживание и ремонт состоял преимущественно из капитальных ремонтов оборудования в фиксированном промежутке времени. Стоимость обслуживания также начала резко расти по отношению к другим эксплуатационным расходам. Наконец, увеличение объема капиталовложений в основные средства вместе с резким увеличением стоимости капитала, заставило компании начать поиск путей, в которых они могли бы максимально продлить срок службы производственных активов.
В середине 1970-х годов программы технического обслуживания и ремонта основывались на предположении, что жизненный цикл любого актива зависит только от времени его эксплуатации. Следовательно, для обеспечения производительности и надежности необходимо проводить периодические капремонты. Однако установленная периодичность капитальных ремонтов не способствовала повышению производительности. В дальнейшем с целью повышения производительности оборудования периодичность капитальных ремонтов в промышленности США сокращалась [8], но, как было отмечено, сокращение интервалов между капремонтами увеличивало расходы на ремонт, а слишком ранняя замена деталей приводила к недоиспользованию ресурса. Также увеличилось количество ранних отказов сразу после проведения капремонтов.
Подобное положение явилось для многих компаний США толчком для создания новой идеологии ТОиР. Наиболее широкое распространение получила, упомянутая ранее, методология RCM, ориентированная на обеспечение надежной работы оборудования. Сегодня методология RCM применяется в авиации (MSG3), атомных станциях, NASA, крупных производственных компаниях [9].
Целью RCM является соблюдение требований надежности и безопасности оборудования при обеспечении максимально возможного уровня эффективности за счет формирования оптимальной программы технического обслуживания и ремонтов оборудования. Задача RCM анализа – создание программы технического обслуживания и ремонта оборудования, которая гарантирует, что любой производственный объект продолжает выполнять функции, необходимые владельцу в текущих условиях эксплуатации.
По результатам RCM анализа проводится расчет показателей надежности, характеризующих работу оборудования, в том числе: коэффициент технической готовности, время наработки на отказ, время восстановления, время между отказами и др.
При проведении RCM анализа должны быть получены ответы на следующие вопросы:
При определении условий функционирования оборудования осуществляется составление перечня оборудования с детальным описанием его характеристик и условий эксплуатации. Необходимость описания условий функционирования связана с тем, что при различных условиях функционирования даже для объектов, идентичных с технической точки зрения, могут существенно различаться:
При определении функций оборудования осуществляется составление полного перечня функций с указанием требований к производительности, и определение основных и вторичных функций. Для каждой функции определяются требования к производительности. Исходная производительность оборудования, установленная заводом изготовителем, всегда должна быть больше уровня, установленного требованиями к производительности. Требования к производительности не всегда являются абсолютными значениями, а могут иметь верхний и нижний пределы. Границы в таком случае задаются в соответствии с действующей нормой, а также документацией завода-изготовителя оборудования. В некоторых случаях требования к производительности являются переменными, например, в случаях, когда производительность зависит от нагрузки или внешних факторов.
Следует также описать функции защитных устройств, хотя они и не выполняют никаких функций в обычных условиях производственного процесса, однако служат для предотвращения отказов, смягчения или устранения последствий отказа.
Определение критического оборудования. Критическим считается то оборудование, простои которого несут наибольшие производственные потери и затраты на восстановительные ремонты [12]. При определении критического состояния оборудования учитывается целый ряд факторов, в том числе:
При определении функциональных отказов и причин их возникновения выявляются все возможные отказы, причины отказов, тип распределения вероятности отказа. Описывать следует лишь те отказы, которые могут произойти при данных эксплуатационных условиях с достаточной высокой вероятностью. В описание включаются следующие отказы, которые:
Причины возникновения каждого отказа должны фиксироваться и пополнять информационные массивы для возможного использования в случае повторяющихся отказов.
Вероятность отказов может иметь несколько типов распределения от случайного отказа до высокой степени возникновения и определяется на базе анализа информации по статистике дефектов, показателей надежности, мнения экспертов.
При определении возможных последствий отказов выявляются и описываются последствия отказов и их виды. Результат каждого отказа должен быть описан исходя из предположения, что никакие меры не предпринимались для его предотвращения. При описании последствий отказа должны быть определены:
Принятие решений о возможных воздействиях предусматривает определение типа воздействия, которое необходимо применить для предотвращения возникновения отказа, определение признаков, по которым можно определить скорое наступление отказа, определение периодичности проведения воздействий. Для выбора необходимого воздействия используют «Диаграмму принятия решений» [11], которая работает в логике «Да» и «Нет». По горизонтали схема разделена по группам отказов. Это могут быть отказы: скрытые, влияющие на безопасность людей и окружающую среду, влияющие на производственный процесс.
Группы отказов в «Диаграмме принятия решений» расположены по степени важности, слева направо. В RCM самыми важными считаются скрытые отказы, поэтому работу по схеме необходимо начинать с них. Сначала, исходя из результатов описания возможных последствий отказов и из указанных в схеме критериев, определяется тип отказа. После определения типа отказа, рассматриваются воздействия, которые возможно применить для снижения вероятности отказа до допустимого уровня. Рассмотрение воздействий проводится в строго определенном порядке. Для принятия решения о применении воздействия оно должно быть выполнимым, либо целесообразным.
Выполнимость обслуживания оборудования по техническому состоянию определяется исходя из существования признаков, по которым можно определить скорое наступление отказа, а также с учетом «Диаграммы состояния оборудования».
Целесообразность применения воздействия должно обеспечивать снижение вероятности отказа до допустимого уровня, чтобы были оправданы издержки выполнения этого воздействия.
При формировании графиков ТОиР должно учитываться, что периодичность воздействия не должна противоречить существующей нормативно-технической документации (НТД). Если временные промежутки между воздействиями больше, чем указанные в НТД, то за основу должны быть приняты последние.
В процессе проведения работы и по ее завершению проводится внедрение технических средств контроля за состоянием оборудования и его узлов, а также ведется ежесуточный мониторинг и контроль параметров оборудования.
В результате данных работ рассчитываются основные показатели оценки надежности оборудования, формируется оптимальная программа технического обслуживания и ремонта, создается эффективная система контроля за состоянием оборудования. Это позволяет сократить производственные потери, повысить техническую готовность оборудования, сократить время ремонта и затраты на техническое обслуживание.