Чем отличается колумбик от штангенциркуля
Чем отличается колумбик от штангенциркуля
Штангенциркуль или колумбик?
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
Как устроен штангенциркуль, он же колумбик, все в этом видео:
Как пользоваться штангенциркулем.

Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь 🙂 ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
1. Измерение валов штангенциркулем.

И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.

3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.

При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
4.Измерение глубины линейкой глубиномера штангенциркуля.

При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру):
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
MNT-150 Штангенциркуль-колумбик 150 мм точность 0.02

Производитель не пожалел смазки, все пространство внутри пакета, вся поверхность штангеля и даже поролон под ним обильно пропитаны машинным маслом. Пенал универсальный, ибо внутри помимо углубления для самого штангеля есть еще место для чего-то похожего на пинцет и батарейку. 
Штангенциркуль сделан полностью из металла, качество обработки поверхностей хорошее, все отшлифовано ничего не болтается. 
На конце штанги есть серийный номер. 
Губки измерения внешних размеров, в целом обработаны хорошо, и на первый взгляд никаких явных изъянов нет. 
К сожалению, при проверке их на просвет обнаружился вот такой не красивый момент в районе ножей. 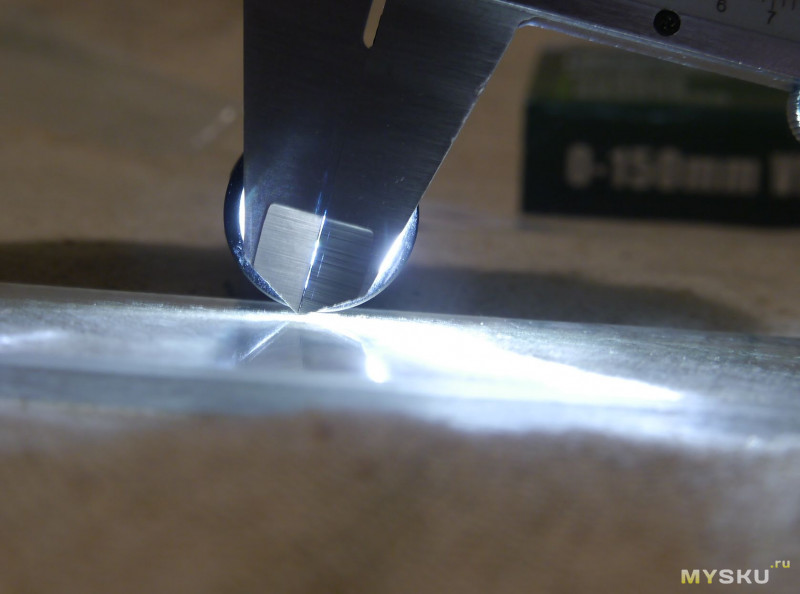
Я понимаю, что даже при шкале в 0.02 мм. это не очень большая проблема и вряд ли такой просвет когда-то станет преградой для точности измерений, но все равно не приятно.
Губки внутренних размеров внешне тоже обработаны довольно качественно, ножи ровные ничего не цепляется. 
А вот так они выглядят на просвет. 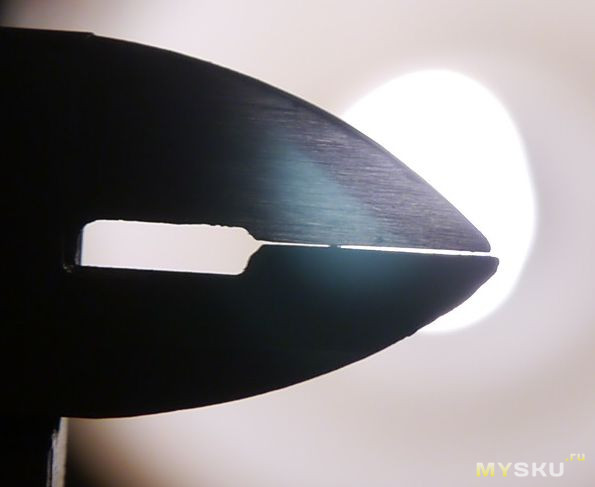
Шкала нониуса гравирована, дополнительно залита краской. 
Основная шкала тоже гравирована, так что есть надежда что со временем ничего не сотрется. 
На обратной стороне наклеена справка по соответствию размеров в метрической и дюймовой шкале. 
Проба проверить точность
К сожалению, эталонов у меня в хозяйстве нет, так что придется проверять точность по моему старичку микрометру, сразу оговорюсь что последняя проверка ему делалась года четыре назад в метрологии завода и как меня заверили на тот момент он был точен, с тех пор особо его не мучаю, но старость могла взять свое.
Первый замер
В качестве подопытного бор.
Микрометр показывает 2,34 мм. 
Пробую измерить его же штангелем и сразу сталкиваюсь с первой проблемой, определить десятую долю по шкале можно легко, а вот с сотками приходиться долго всматриваться и прикидывать. На мой взгляд на штангеле 2.28 мм, но даже на фото видно что понять точно с первого взгляда очень сложно. 
Второй замер
Небольшой брусок шлифованного метала. 
Микрометр 9,85 мм. 
Штангенциркуль, опять-таки точно понять сложно то ли 9,86 мм, то ли 9,88 мм. 
Одним словом, немного разочаровался я в приборе, а вернее в его шкале, очень уж неоднозначная она получилась, с одной стороны это лучше, чем штангель со шкалой до десятых, а с другой получается, что шкала в две сотых это больше игрушка чем инструмент.
Колумбик
Именно под названием колумбик я впервые познакомился со штангелем, так его называл мой преподаватель труда в школе. И до момента написания этого обзора я был уверен, что это название какой-то разновидности или модели штангенциркуля, но делая домашнюю работу перед обзором выяснил что оказывает это название пошло от названия фирмы производителя «Columbus» которая одна из первых начала оснащать свои штангели щупом глубиномера.
На этом штангеле, как у тех самых колумбиках из школы глубиномер тоже есть, щуп выезжает легко, не люфтит. 
И теперь можно измерять глубину отсека для батарейки 🙂 
Измерение высоты
А вот такой вариант измерения встретил впервые, в инструкции написано, что можно измерять высоту перпендикулярных плоскостей задней частью штангеля, вот этой поверхностью. 
При работе это получается примерно вот так. 
Как я понимаю такой метод измерения подходит лучше, чем просто использование глубиномера, так как есть довольно большая площадь опоры что позволяет точно установить штангель относительно детали тем самым повысив точность.
Мини разборка
Собственно фото в ответ на вопрос из комментариев. 
Покупал через посредника YoyBuy
Посылка весила 1,3 кг доставка обошлась 30$, можно было сэкономить 3$ отказавшись от страховки.
Вес штангенциркуля с упаковкой 308 грамм.
Доставка заняла три недели.
Небольшой вывод
Если говорить совсем кратко, то на мой взгляд штангель стоит своих денег, у него свои минусы, особенно это касается шкалы и если бы я знал заранее то, брал бы штангель не с нониусом, а с циферблатом.
К плюсам однозначно стоит отнести качество изготовления, на которое на мой взгляд даже не влияют те пару огрехов с губками.
Ну и, как всегда, она, традиция. 
Заранее приношу свои извинения за орфографию и грамматику текста, все допущенные ошибки сделаны не специально, а только по незнанию и в связи с несовершенством программ автоматической проверки текстов.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Чем отличается колумбик от штангенциркуля
Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и внутренних линейных размеров, а в некоторых случаях — глубин отверстий.
Штангенциркуль является самым распространенным инструментом измерения, поскольку удобен в обращении, имеет простую конструкцию, и способен проводить измерения с максимальной скоростью.
Название штангенциркуля, также, как и других штангенинструментов (штангенглубиномера, штангенрейсмаса), связано с конструктивными особенностями этого инструмента. Он имеет измерительную штангу с основной шкалой и нониус – вспомогательную шкалу, применяемую для отсчета долей делений. Максимальная точность измерений варьируется, в зависимости от модели, в пределах от десятых до сотых долей миллиметра. Более точные показания можно получить только при помощи микрометра, который может снимать показания с точностью до тысячных долей миллиметра.
Исторически, период появления и развития штангенциркуля относят к началу XVII века, ведь именно тогда появился первый деревянный штангенциркуль. Однако, первый настоящий штангенциркуль с нониусом в современном понимании появился в работе всего триста лет назад – в конце XVIII века, в Лондоне. Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями, аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем. В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер» (Рисунок 1).
Рисунок 1. Принцип действия нониуса.
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка») (Рисунок 2).

Рисунок 2. Штангенциркуль без нониуса. Германия, XIX век.
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена. Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
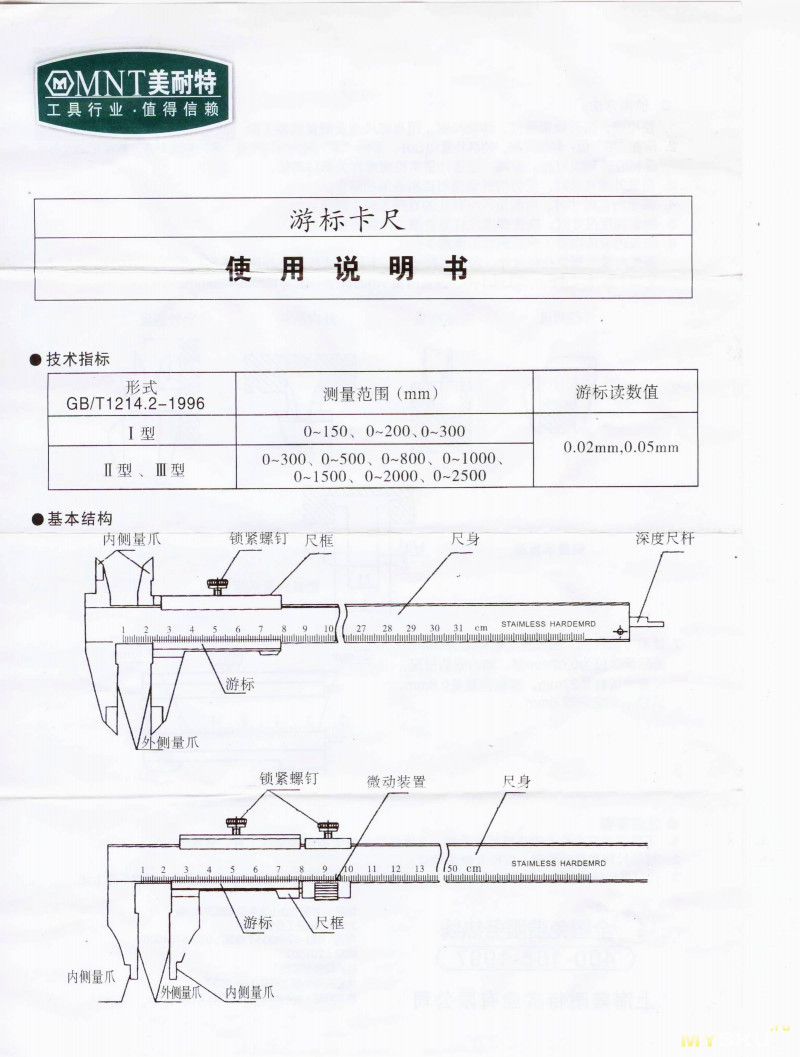
Обычный штангенциркуль (Рисунок 3) состоит из:
4. губки для внутренних измерений;
5. губки для наружных измерений;
6. линейки глубиномера;
8. винта для зажима рамки.
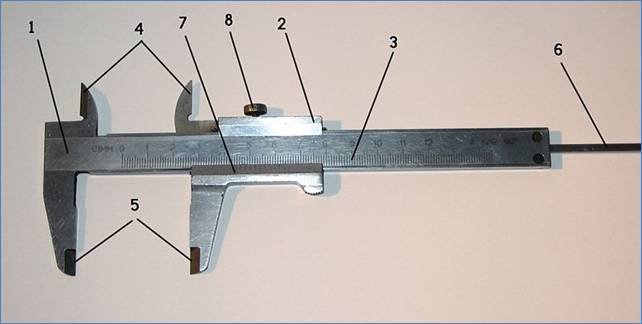
Рисунок 3. Устройство штангенциркуля.
Штангенциркули, в зависимости от способа снятия показаний, бывают:
— Нониусные – оборудованные обычным нониусом.
— Циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
— Цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов (Рисунок 4).

Рисунок 4. Сверху вниз: Нониусный, Циферблатный, Цифровой штангенциркули.
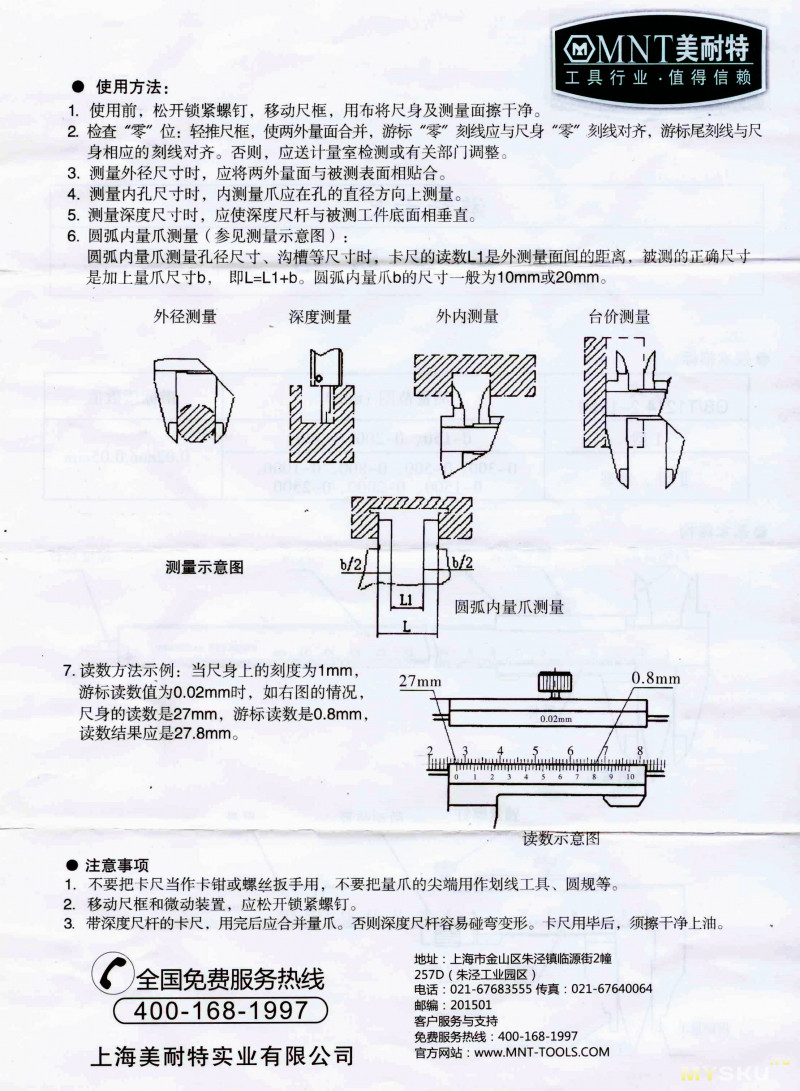
Для опытного инженера, провести измерения, используя штангенциркуль, не составит труда. Однако, для остальных пользователей, порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса, нуждается в пояснении (Рисунок 5). После того, как размер детали будет зафиксирован в губках наружных измерений, необходимо произвести следующие действия:
1. Сначала необходимо посчитать число целых миллиметров. Для этого, на шкале штанги находят штрих, ближайший слева к нулевому штриху нониуса. Его числовое значение запоминают или записывают;
2. Затем, необходимо высчитать доли миллиметра. Для этого, на шкале нониуса находят штрих, ближайший к нулевому делению и, при этом, совпадающий со штрихом шкалы штанги. Порядковый номер штриха умножают на цену деления нониуса (как правило, 0,01мм).
3. После этого, подсчитывают полное, точное значение показания штангенциркуля. Для этого, суммируют значение целых миллиметров и долей миллиметра.
Рисунок 5. Порядок отсчета показаний штангенциркуля.
В соответствии с ГОСТ 166-89, штангенциркули могут быть определенного вида и иметь маркировку:
• ШЦ-I — штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров, а также оборудованный линейкой для измерения глубин;
• ШЦК — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
• ШЦТ-I — штангенциркуль, имеющий одностороннее расположение губок, изготовленных из твёрдых сплавов, предназначающихся для измерения наружных линейных размеров и глубин в условиях повышенного абразивного износа;
• ШЦ-II — штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. При этом, для облегчения разметки, ШЦ-II оснащен рамкой микрометрической подачи.
• ШЦ-III — штангенциркуль, имеющий одностороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров.
• ШЦЦ — Штангенциркуль обладающий цифровой индикацией. Это электронный штангенциркуль.
Помимо ГОСТ 166-89, в России, штангенциркули изготавливаются по ТУ 3933-145-00221072-2003. В соответствие с данным ТУ, могут выпускаться штангенциркули следующих моделей:
— ШЦС-200 – штангенциркуль, который предназначается для измерения наружных и внутренних линейных размеров, размеров между ступенчатыми поверхностями различных деталей, а также измерения глубины отверстий и уступов. ШЦС-200 изготавливается из коррозионно-стойких сталей.
— ШЦСУ-200 – модификация штангенциркуля ШЦС-200, изготавливающаяся из конструкционных и инструментальных сталей.
— ШЦГ-200 – модификация штангенциркуля ШЦС-200, оборудованная глубиномером, изготавливающаяся из коррозионно-стойких сталей.
— ШЦЦС – цифровой, современный штангенциркуль, который изготавливается из коррозионно-стойких сталей. Отличительными особенностями данного прибора являются: возможность предварительной установки нуля, возможность вывода результатов измерений на внешние устройства через цифровой интерфейс RS-232, возможность вывода показателей, как в миллиметрах, так и в дюймах.
Отдельно, можно выделить штангенциркуль разметочный ШЦР, который предназначается для проведения разметочных работ на различных твердых поверхностях.
Поверка штангенциркулей производится в соответствии с ГОСТ 8.113-85, в котором определен порядок проведения данной процедуры.
Работая со штангенциркулем, рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, после чего насухо вытирать. Хранить штангенциркуль рекомендуется в защитном чехле. Не допускается падение или грубые удары штангенциркуля, для предотвращения деформации штанги инструмента, а также царапин на измерительных поверхностях, которые могут повлечь снижение точности измерения прибора.
Штангенциркуль
Оглавление
Штангенциркуль относится к группе универсальных инструментов, которые широко используются в области машиностроения, а также на предприятиях, которые занимаются ремонтом, не говоря уже о частной сфере. Он применяется для получения внутренних и наружных линейных размеров изделий. Также его используют для получения значения глубины отверстий. В зависимости от модели, максимальный диапазон измерений составляет примерно от 0 до 4000 мм. Штангенциркуль может использоваться для разметки деталей и прочих технических работ.

Для измерения здесь используется прямой метод, благодаря которому получается действительное значение размера детали, которая подвергается измерению. Стандартный штангенциркуль имеет три различных контроллера для получения размеров. Сюда можно отнести:
Несмотря на различные виды контролирующих элементов, для всех измерений используется одна и та же шкала, так как все они передвигаются равномерно. Штангенциркуль имеет точность измерения до десятых или сотых долей миллиметра, в зависимости от модели. Для определения этих долей служит шкала нониуса. Штангенциркуль изготавливается согласно ГОСТ 166-89.
Преимущества штангенциркуля
Штангенциркуль механический является компактным и удобным для использования инструментом. Наличие трех видов концевых контролирующих мер помогает ему найти применения в большом количестве областей. Устройство имеет довольно высокий класс точности, что полезно как в частной, так и в производственной сфере. Шкала штангенциркуля выполнена непосредственно на металлическом корпусе, так что не стирается даже при длительном использовании. Прибор имеет только механические части, так что срок службы ни чем не ограничивается и при аккуратном обращении все это может быть достаточно долго. Благодаря широкому разнообразию моделей всегда можно подобрать наиболее подходящую, тем более что стандартные могут использоваться во многих обыкновенных измерительных операциях. Штангенциркуль имеет фиксирующий механизм, позволяющий остановить показания в нужном положении.
Недостатки штангенциркуля
Штангенциркуль имеет ограниченный диапазон измерений, которого порой не хватает для объемных деталей. Любые механические повреждения и деформации приводят к возникновению больших погрешностей и приведению инструмента в негодность. При хранении его нужно оберегать от влажности, попадания пыли, стружки и опилок. Точность измерения чувствительна к температурному воздействию, благодаря свойствам металла, из которого изготовлен штангенциркуль.
Классификация штангенциркулей
Существуют различные виды штангенциркулей, которые отличаются по различным параметрам. Видов этих изделий, согласно современным стандартам, насчитывается три, а вот типы штангенциркулей представлены в количестве восьми. Вид определяется тем, какая именно шкала индикатору у прибора. Таким образом, выделяют:
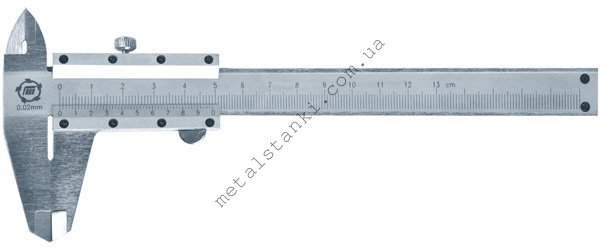
фото:штангенциркуль нониусный ШЦ

фото:штангенциркуль циферблатный ШЦК

фото:штангенциркуль цифровой ШЦЦ
Также стоит отметить следующие разновидности:
Восемь различных типоразмеров определяют пределы возможных измерений прибора и зачастую не зависят от типа.
Технические характеристики штангенциркулей
| Модель устройства | Пределы измерений, мм | Выдвижение губок при измерении размеров должен быть не менее, мм: | Отсчета согласно шкале нониуса, мм | Размер допустимой погрешности согласно значению нониуса, мм | Вес,кг | |||
|---|---|---|---|---|---|---|---|---|
| Наружные размеры (нижние губки) | Внутренние размеры (верхние губки) | 0,05 | 1 | 2 | ||||
| ШЦI 125 | 0…125 | 40 | 17 | 0,125 | ||||
| ШЦI 150 | 0…150 | 0,150 | ||||||
| ШЦII 250 | 0…250 | 60 | 40 | 0,415 | ||||
| ШЦIII 400 | 0…400 | 80 | — | 1 | ||||
| ШЦIII 500 | 0…500 | — | 1,1 | |||||
| ШЦIII 630 | 250…630 | 1,3 | ||||||
| ШЦIII 800 | 250…800 | 1,5 | ||||||
| ШЦIII 1000 | 320…1000 | 1,7 | ||||||
| ШЦIII 1600 | 500…1600 | 100 | 0,1 | — | ||||
Виды штангенциркулей
ШЦ. Сюда относится штангенциркуль ШЦ 125 0 1, штангенциркуль ШЦ 150 0 1 и прочие модели штангенциркуля. Отсчет в этом виде определяется по дополнительной шкале, которой является нониус, что помогает определять максимально точное количество долей деления. Эти устройства выпускаются как в первом, так и во втором классе точности. В первом классе значение одного деления дополнительной шкалы будет составлять 0,05 мм, а во втором – 0,1 мм. Данные изделия используются для измерения линейных размеров и для создания разметки. Первая и вторая модель из этой серии обладает двусторонним расположением губок измерения и являются одними из самых востребованных, благодаря своей простоте и универсальности. Но первую не применяют для создания разметки. Для этого подходят вторая и третья, причем в третьей сделано только одностороннее расположение губок. Эти модели являются прямыми конкурентами для нутромера, но, несмотря на простоту и легкость конструкции, они не могут использоваться в труднодоступных местах.

ШЦК. Приборы данного вида выпускаются во всех возможных четырех исполнениях, не считая разнообразных пределов измерения в каждом из них. Эти устройства актуальны в применении тогда, когда отсчет при помощи нониуса является затруднительным, или же требуется получить более точные результаты. Основным показателем данных здесь является устройство индикаторного типа. Оно обеспечивает совмещения стрелки с нулевым делением, которое отмечено на круговой шкале.

ШЦЦ. Эти устройства отлично подходят для тех условий работы, когда требуется автоматизировать процесс измерения, так как они обеспечивают максимально быстрое получение данных и моментальный вывод значения на цифровой дисплей, без необходимости расчета дополнительных шкал. Одной из отличительных черт является наличие дополнительных функций, которые имеются не во всех моделях, к примеру, такие как:

Также стоит выделить особые современные разновидности, которые выделяются из общей стандартной массы:

Обозначение и его расшифровка штангенциркулей
Устройство и назначение штангенциркуля можно определить по его маркировке, так как за каждым из них скрывается набор данных, требуемых для быстрого определения особенностей приборов. К примеру, первыми буквами маркировки всегда идут «ШЦ», что и обозначает название самого измерительного прибора – штангенциркуль. Далее идет какая-либо дополнительная буква, или просто отсутствует, как в простых моделях. Это может быть «Ц» в индикаторных моделях, а также «Ц» — в цифровых. Далее, как правило, следуют цифры. Первая из них, которая представлена однозначным числом, определяет номер модели «1», «2», «3» и так далее. Второй набор представлен многозначным числом и обозначает максимальный предел измерений, на который способно устройство «0-125», «0-150», «0-1000» и прочие.
На примере ШЦ1 0-150 можно определить, что это штангенциркуль с нониусом первой модели, предел измерения которого составляет от 0 до 150 мм.
Фирмы производители
Если вам нужны канаты и альпинистские веревки по доступной цене, заказывайте у нас.
История штангенциркуля
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер».
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).

рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
Чем отличается штангенциркуль от штангенциркуля?
Вы не поверите, но по ГОСТу существует аж целых 6 разновидностей этого прибора. Я сам был весьма озадачен, когда узнал об этом. Ну, что давайте разбираться, чем отличаются эти шесть видов легендарного штангенциркуля.
Прежде чем начать. Не забываем подписаться на мой YouTube канал , а так же иногда посещать мой блог . Спасибо!
По ГОСТу 166-89 есть целых шесть видов разнообразных штангенциркулей, это: ШЦ-I, ШЦК, ШЦТ-I, ШЦ-II, ШЦ-III, ШЦЦ. Как понятно из этих сокращений, ШЦ — это штангенциркуль, но вот, что означают остальные символы, будем поочередно разбираться, а для подсказки используем тот самый ГОСТ.
В статье будут использоваться термины, обозначающие разнообразные детали и части штангенциркуля, и, что бы не грузить вас схематическими рисунками я сделал красивое фото и подписал все детали:
Так же хотелось бы добавить, что штангенциркули можно разделить на три типа по способу снятия показаний:
Для понятия ГОСТа, об этом разделении обязательно нужно знать. А теперь пройдемся по ГОСТу!
ШЦ-I – это самый, что ни на есть классический, нониусный штангенциркуль, тот самый, с которым вы скорее всего встречались в школе. У ШЦ-I двустороннее расположение губок, для измерения наружных и внутренних размеров, и так же присутствует линейка глубиномер.
ШЦ-II отличается от классического ШЦ-I, что так же предназначен для разметки, для облегчения которой оснащён рамкой микрометрической подачи.
Как видите на фото на ШЦ-III отличается ШЦ-II односторонним расположением губок, то есть губки для внутренних измерений отсутствуют. Несмотря на это ШЦ-III все так же используется для измерения наружных и внутренних размеров, просто для измерения внутреннего размера нужно делать поправку на толщину губки. Обычно поправка для расчета указывается на самой губке (цифра 10 на фото, то есть ширина каждой губки 5 мм).
ШЦТ-I это все тот же предыдущий ШЦ-III с односторонним расположением губок, но оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава (Твердый сплав по ГОСТ 3882)
ШЦК — это штангенциркуль с круговой шкалой, то есть К — это круговая шкала. В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Такой механический циферблат позволяет значительно проще и быстрее считывать показания.
ШЦЦ — это последний писк моды, штангенциркуль с электронным табло.
Кстати если вы не умеете пользоваться штангенциркулем, то у меня есть интересная публикация: « Как пользоваться штангенциркулем «
Ну и если вам стало скучно, то интересное видео с новыми столярными хитростями и лайфхаками.
Колумбус инструмент отличие от штангенциркуля
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно 🙂
p, blockquote 1,0,0,0,0 —>

p, blockquote 2,0,0,0,0 —>
p, blockquote 3,0,0,0,0 —>
Штангенциркуль или колумбик?
p, blockquote 4,0,0,0,0 —>
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
p, blockquote 5,0,0,0,0 —>
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
p, blockquote 6,0,0,0,0 —>
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
p, blockquote 7,0,0,0,0 —>
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю Теперь по теме.
p, blockquote 8,0,1,0,0 —>
Как устроен штангенциркуль, он же колумбик, все в этом видео:
p, blockquote 9,0,0,0,0 —>
p, blockquote 10,0,0,0,0 —>
Измерение деталей штангенциркулем. Как пользоваться?

p, blockquote 11,0,0,0,0 —>
Как пользоваться штангенциркулем.

p, blockquote 13,0,0,0,0 —>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 —>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 —>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
p, blockquote 17,1,0,0,0 —>
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
p, blockquote 18,0,0,0,0 —>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 —>

p, blockquote 20,0,0,0,0 —>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 —>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 —>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.

p, blockquote 24,0,0,0,0 —>
p, blockquote 25,0,0,1,0 —>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.

p, blockquote 26,0,0,0,0 —>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 —>
4.Измерение глубины линейкой глубиномера штангенциркуля.

p, blockquote 28,0,0,0,0 —>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 —>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 —>
p, blockquote 31,0,0,0,0 —>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 —>
p, blockquote 33,0,0,0,0 —> p, blockquote 34,0,0,0,1 —>
Содержание: Скрыть Открыть

Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).

Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля

Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:

Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Все оказалось просто: колумбусом называют, обычно, штангенциркуль с глубиномером. Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus». Отсюда и закрепившееся «обиходное» колумбус. Или нежное 😆 колумбик.
Так что эта история из широкого ряда: копир — ксерокс, подгузники — памперсы, вьетнамки — сланцы…