Что такое АБС ABS пластик


Производство АБС пластика
Какими свойствами обладает АБС пластик
Механические свойства этого материала идеально сбалансированы:

Обработка АБС пластика
Легко обрабатывается; токарная, фрезерная, распиловка, высечка и резка. Можно нарезать стандартными инструментами из магазинов. ABS может быть химически прикреплен к себе и другим подобным пластикам. Может нагреваться до температуры плавления, охлаждаться и повторно нагреваться без существенной деградации. Вместо того, чтобы гореть, термопласты, такие как ABS переходят в жидкое состояние.
Напротив, термореактивные пластмассы нагреваются только один раз (обычно в процессе литья под давлением). Первое нагревание приводит к термореактивации материалов для установки (по аналогии с 2-компонентной эпоксидной), в результате химических изменений. Если Вы пробовали в детстве нагреть термореактивную пластмассу, то под воздействием высокой температуры она просто сжигается, сгорает. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Как производится АБС пластик
Наиболее часто полимеризуется через процесс эмульсии (смесь из нескольких продуктов, которые, как правило, не объединяются в единый продукт). Также создается, хотя и реже, запатентованным процессом, известным как непрерывная массовая полимеризация. В глобальном масштабе наиболее распространенной методологией остаётся эмульсия.
Важно отметить, что поскольку АБС является термопластичным материалом, его можно легко утилизировать. Это означает, что общий способ получения АБС-пластика состоит из другого АБС-пластика (т. е. изготовление из самого себя).
Почему ABS используется так часто?
Начнём с того, что этот вид пластика относительно недорогой, в соотношении цена-качество, меньше 3$/1кг. Легкий вес и способность к экструдированию делают его полезным в производстве различной продукции и предметов потребления. Легко подвергается механической обработке, зашкурить, склеить и покрасить.
Где применяется и что делают из ПВХ

Токсичен ли АБС пластик?
Относительно безвреден в том, что он не имеет каких-либо известных канцерогенов, и нет никаких неблагоприятных последствий для здоровья, связанных с воздействием. Тем не менее, не подходит для медицинских имплантатов.
Производство ABS может быть опасным в парообразной форме для рабочих. Маловероятно, что вы столкнетесь с опасными выделениями, потому что материал сложно ломается и не выщелачивает что-либо в пищу, воду или почву.

ABS-пластик: характеристики, преимущества и параметры печати
Акрилонитрилбутадиенстирол (АБС, ABS) — один из наиболее популярных материалов для 3D-печати ввиду относительной дешевизны и удачного сочетания физико-механических и химических характеристик.
Тем не менее, АБС не лишен недостатков, наиболее значимый из которых — довольно высокая термоусадка, в большинстве случаев требующая использования не только адгезионных средств, но и закрытых термокамер с подогреваемыми платформами. В противном случае возможно преждевременное отделение печатаемого изделия от столика, а также деформации и растрескивание в процессе 3D-печати. При должной подготовке и использовании соответствующих материалов и оборудования эта проблема успешно решается.
Основные преимущества АБС
АБС демонстрирует хорошие прочностные характеристики, включая ударную стойкость, и отлично поддается механической обработке. Этот полимер также реагирует со многими растворителями, что можно рассматривать и как недостаток, и как преимущество. Например, АБС легко растворяется в ацетоне, что позволяет использовать последний для склеивания отдельных деталей (особенно хорошо работает так называемый «АБС-сок» — раствор АБС в ацетоне), а также сглаживания поверхностей с помощью кистей или паровых бань.
3D-печатная модель из АБС до и после сглаживания парами ацетона
АБС обладает достаточно высокой температурой тепловой деформации, однако длительная эксплуатация деталей без защитных покрытий на открытом воздухе не рекомендуется, так как материал весьма восприимчив к разрушительному действию ультрафиолетового излучения. Для этой цели лучше подходит близкий родственник АБС — акрилонитрилстиролакрилат (АСА, ASA), представленный в нашем ассортименте под названием REC Eternal.
Общие характеристики REC ABS:
Механические характеристики REC ABS:
Рекомендации по подготовке к 3D-печати
АБС не требует использования высокотемпературных экструдеров или износостойких сопел, но, как упоминалось выше, при работе с АБС необходимо соблюдать достаточно жесткий температурный режим во избежание проблем из-за преждевременной усадки.
Так как степень линейной усадки зависит от габаритов моделей, при 3D-печати небольших изделий длиной и/или шириной в несколько сантиметров зачастую можно обойтись подогревом стола и использованием адгезионного покрытия. Другими словами, такие изделия можно печатать на недорогих 3D-принтерах с открытыми рамами, например множественных клонах Prusa.
При 3D-печати более крупных деталей, измеряемых десятками сантиметров и выше, необходимо использовать как минимум закрытые камеры с подогреваемыми столиками, а оптимально — термокамеры с активной регулировкой фоновой температуры.
Типичные проблемы при 3D-печати АБС-пластиком, вызываемые усадкой: закручивание нижних слоев и растрескивание
Скорость укладки нити необходимо подбирать, опять-таки отталкиваясь от усадки. При использовании 3D-принтеров с открытой рабочей зоной 3D-печать желательно осуществлять без использования обдува, но для этого скорость укладки должна быть достаточно низкой для того, чтобы пластик успевал схватываться, затвердевать и выдерживать вес последующих слоев. При использовании термокамер, особенно активных, эта проблема нивелируется, так как фоновая температура помогает стабилизировать температуру пластика, что в свою очередь позволяет использовать обдув и наращивать скорость 3D-печати.
Слишком высокой скорости стоит избегать даже при использовании термокамер и обдува, так как хотэнд не будет справляться с плавлением филамента, что приведет к пропускам в укладке материала и образованию дыр в изделиях. Повышать производительность хотэнда через чрезмерное повышение температуры не рекомендуется, так как это может привести к образованию нагара, пробок и даже к пиролитическому разложению материала.
Для повышения адгезии с рабочей поверхностью можно использовать специальные покрытия и клеевые составы. Дополнительно можно печатать рафты или юбки — вспомогательные конструкции под моделью и вокруг нее, увеличивающие площадь соприкосновения.
Пример 3D-печати на рафте
Рекомендуемые настройки для 3D-печати материалом REC ABS:
Хранение
Так как АБС восприимчив к ультрафиолету, материал желательно хранить в темном месте или непрозрачных контейнерах. АБС не отличается высокой гигроскопичностью, но тем не менее рекомендуется хранить вскрытый пластик в плотно закрытых пластиковых пакетах или других контейнерах с добавлением силикагеля для защиты от влаги и пыли. При необходимости материал можно просушить перед 3D-печатью и установить поролоновый пылевой фильтр перед подачей нити в экструдер. Подробный гайд по хранению пластиков для 3D-печати доступен по этой ссылке, а по просушиванию пластиков — здесь.
Безопасность REC ABS
При 3D-печати АБС возможно выделение вредных летучих веществ в небольших объемах, не представляющих серьезной опасности. Тем не менее, рекомендуется печатать в хорошо проветриваемых помещениях и по возможности оборудовать рабочие станции вытяжкой.
Объемы выделений и предельно допустимые концентрации (ПДК):
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC ABS
Наша компания последовательно проводит испытания выпускаемых материалов для 3D-печати. С отчетами об испытаниях REC ABS можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
АБС Пластик что это такое и как его делают
Привет, возложу на себя ношу рассказать тебе об АБС пластиках, о их производстве, что это такое и нафиг оно нужно. И я не буду сравнивать, что лучше для печати на на 3Д принтере и какая марка стоит твоего внимания, а какая нет. Просто в общих планах, для тех кто будет когда-то писать как я курсовую работу по своей специальности в универе и тебе выпадет подобная тема. Ссылку на саму курсовую я скину в конце в ней до фига ошибок так что будь бдителен. (источник фото)

(*)- ABS пластик с добавлением метилметакрилата (основной компонент оргстекол) в следствии чего в начале абривиатуры добавилась буква M (methyl methacrylate) MABS довольно сильно распространен как филамент для 3D печати на двух экструзионных принтерах (способных печатать одновременно двумя типами пластика), нужен для получения прозрачных включений в структуре материала. [4] Требуется уточнить, что просто добавление метилметакрилатных включений в структуру модели затруднено, тем что метилметакрилат плохо приспособлен для обработки экструзией, а также не может создать монолитной структуры вследствие плохого слипания слоев метилметакрилата и абс пластика.
сам пример вставок напечатанных из MABS пластика (источник фото)

2. Получение АБС пластика
Сначала рассмотрим процесс получения с точки зрения химии, потом с точки зрения хим технологии.
Обычно АБС пластики получают суспензионным методом, и по этому мы его и рассмотрим.
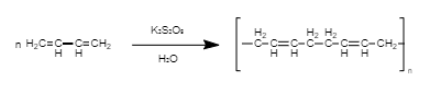
Все начинается с полимеризации бутадиена 1,3, в присутствии инициатора персульфата калия, и эмульгатора (солей жирных кислот ряда С₁₀-С₁₆.)
Далее полученный латекс перекачивается в другую емкость в котором будет проходить три основные реакции сополимеризация акрилонитрила и стирола:
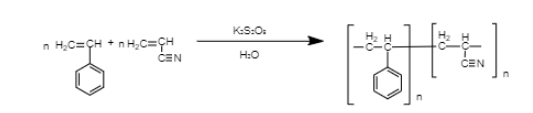
причем сополимеризация происходит уже «пришившись» к цепочке бутадиена и по итогу это должно примерно выглядеть так.
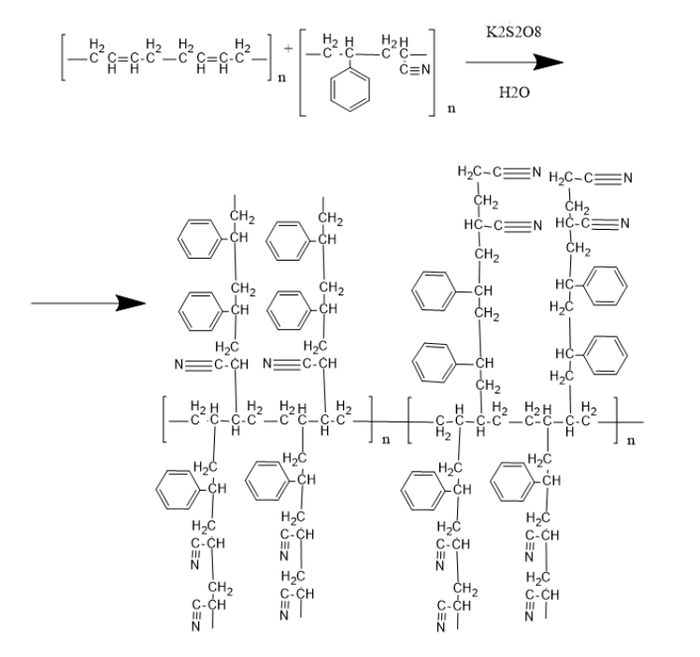
То что я нарисовал выше, это фантазии на тему: как выглядит готовый АБС сополимер, в реальности все несколько сложней ( хотя в этой огромной хреновине и так без 100 грамм не разберешься)
В итоге с реактора сгружают мелкую суспензию АБС сополимера промывают раствором перекиси и далее на переработку.
3. Технология производства АБС пластика.
Технологический процесс производства АБС сополимера эмульсионным методом состоит из 3х этапов:
1) Подготовка исходного сырья
2) Полимеризация бутадиена
3) Отделение непрореагировавшего бутадиена
4) Процесс сополимеризации
5) Высаживание сополимера из латекса
6) Отжим и промывка сополимера
7) Сушка сополимера
4. А ТЕПЕРЬ ПО ПОДРОБНЕЙ
Далее пойдет информация довольно тяжелая для восприятия, но если ты прям совсем прожженный технарь то это для тебя.
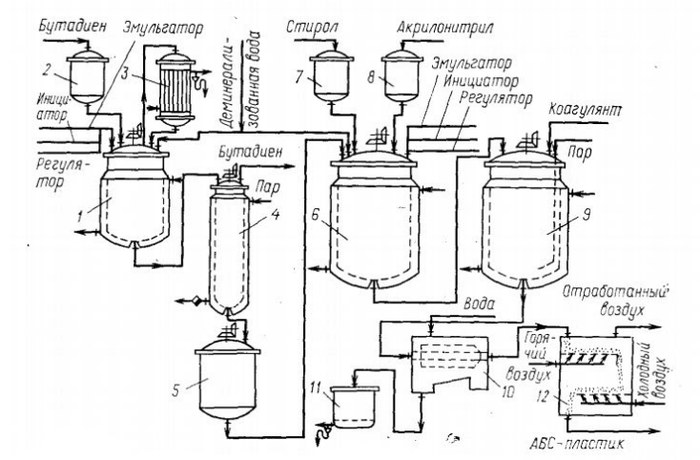
1 – реактор полимеризации; 2,7,8 – мерники; 3 – холодильник; 4 – отпарная колонна; 5 – промежуточная емкость; 6 – реактор полимеризации; 9 – высадитель; 10 – центрифуга; 11 – ловушка; 12 – сушилка с кипящим слоем.
Стадия 1, получение бутадиенового латекса:
Стадия 2, сополимеризация акрилонитрила и прививание их к полибутадиену, получение АБС-сополимера в виде суспензии:
Стадия 3, осаждение суспензии сополимера, промывка и сушка:
Недостатки: Длительность процесса, связанная с проведением полимеризации при низких температурах (50 C) и доведением конверсии мономеров до 100%. (Как известно, именно при высокой конверсии, особенно выше 95%, процесс полимеризации стирола и акрилонитрила резко замедляется). Неприятный запах полученного привитого АБС-сополимера при температурах переработки (> 180 C) или при повышенных температурах эксплуатации изготовленных из него изделий, что связано с использованием при полимеризации в качестве регулятора ММ ТДДМ. Остаточный ТДДМ, являющийся достаточно высокомолекулярным соединением, и его низкомолекулярные продукты присоединения после промывки и сушки остаются в полученном АБС-сополимере. При нормальных температурах сополимер имеет сравнительно слабый запах, но при повышенных температурах эксплуатации полученных из АБС- сополимера изделий, а особенно при температурах переработки (> 180 C), сополимер имеет сильный неприятный запах.
Использование в процессе в качестве регулятора молекулярной массы третичного бутилмеркаптана, который достаточно летуч (температура кипения 64,2 C), позволяет сравнительно легко удалить его из латекса при вакуумной обработке. Поэтому полученный АБС-сополимер имеет слабый запах (4,6 балла по десятибалльной шкале; образцы для испытаний запрессованы при 180 C и ориентированы в двух направлениях).
Недостатком процесса является низкий выход сополимера (80,3%), что обусловлено необходимостью проведения процесса при достаточно низкой температуре (60C) ввиду применения низкокипящего регулятора молекулярной массы.
6. Основная проблема производства АБС пластика и почему его промывают пергидролью
7.
Источники
ну самый главный источник тут мой курсач (тык)
а он собственно был создан на основе следующих источников:
Справочник по пластическим массам: том первый под редакцией:Катаева В.М. Попова Б.И., Сажина Б.И. Издание второе переработанное и дополненное. Москва: издательство”Химия” 1975 год 111с
Ударопрочные пластики/ Бакнелл К.Б. Ленинград: Химия, 1981, 87-89c.
Основные начала органической химии/ Чичибабин А. Е.,Москва., издание Государственное научно-техн. издание хим. литературы, 1963 Год, 324-326c
Патент №2 160 286 Российская федерация, МКП C08F 279/04 (2006.01) СПОСОБ ПОЛУЧЕНИЯ АКРИЛОНИТРИЛБУТАДИЕНСТИРОЛЬНЫХ СОПОЛИМЕРОВ: №99121746/04 : Заявл: 1999.10.15, Опубликовано: 2000.12.10/Рупышев В.Г. Клепцова Л.Г. Барболина Л.М. Иванова Т.Л. Шпитальник Ф.П. Григоров И.В. Голубцева Р.И.
Химический энциклопедический словарь, Москва.: Советская энциклопедия, 1983, с. 196, с. 406
Патент № 2044008 Российская Федерация МКП C08 L55/02 (2006.01) Крупнотоннажное производство АБС пластика: №506726/05, заявл. 22,09,1998 опубликованно 20,09,1995. ДЕДЕКЕР Марк Н.
Что такое АБС-пластик и пригоден ли для вторичной переработки?
Акрилонитрил-бутадиен-стирол, часто называемый АБС, представляет собой тип пластика, который представляет собой непрозрачный термопласт и аморфный полимер. Когда мы говорим термопластик, мы имеем в виду, что этот тип пластика реагирует на тепло по-разному. В случае АБС этот пластик становится жидким, когда он подвергается воздействию 221 градуса Фаренгейта. Что отличает термопласты от других пластмасс, так это то, что они могут плавиться до жидкой формы, охлаждаться и снова нагреваться, не причиняя слишком большого вреда их химическому составу. АБС не горит, просто плавится и превращается в жидкую форму. После охлаждения он снова возвращается в твердое состояние. Термопласт, подобный АБС, лучше, чем термореактивные пластмассы, потому что термореактивные пластмассы могут нагреваться только один раз (как правило, в течение времени, когда они формуются в конкретную форму).
Когда термореактивные пластмассы нагреваются, они претерпевают химические изменения, которые невозможно изменить. Вот почему их нельзя плавить снова и снова, как термопласты. Когда кто-то пытается разогреть термореактивные пластики, вместо того, чтобы их плавить, они в конечном итоге сгорают, в отличие от термопластов, которые могут снова стать жидкими и могут быть повторно отлиты.
Это свойство разогревать АБС снова и снова делает его таким замечательным кандидатом на переработку.
Как изготавливается АБС-пластик?
Эмульсия является одним из основных процессов, которые помогают изготовление из АБС, Процесс эмульгирования можно просто описать как смешивание нескольких материалов, которые не смешиваются, а объединяются в один продукт. ABS подвергается запатентованному процессу, называемому непрерывной массовой полимеризацией. Как только этот процесс завершен, мы получаем ABS. Это идеальный кандидат для переработки пластмасс и создания новых продуктов из старых АБС-пластиков.

Как и где используется ABS?
Поскольку АБС является очень упругим пластиком и не подвержен коррозии при контакте с абразивными материалами, АБС часто используется для 3D-печати, клавиатур компьютеров, игрушек lego, корпуса электроинструмента, стенных розеток, компьютерных деталей, автомобильных деталей, чемоданы, авиационные приложения, шлемы, стулья, столы, контейнеры и т. д. Применение ABS безгранично! Одна из причин, почему ABS так широко используется, состоит в том, что это также дешевый пластик. АБС не следует использовать в изделиях, которые подвергаются сильному нагреву, поскольку он имеет низкую температуру плавления по сравнению с другими пластмассами. Этот пластик непрозрачен и может быть легко окрашен различными пигментами. После охлаждения ABS дает гладкую и глянцевую поверхность.
АБС является токсичным материалом?
Нет, ABS не является токсичным материалом. Он используется во многих детских игрушках, потому что он сравнительно менее вреден, если сравнивать его с другими пластмассами. У него нет известных канцерогенов, и до сих пор не было серьезных нарушений здоровья, связанных с АБС. Но с учетом вышесказанного, ABS не используется для медицинских имплантатов и любых других подобных медицинских целей.
Каковы различные свойства ABS?
1. АБС и изделия из АБС имеют номер утилизации 7.
2. В состав АБС входит 50% стирола, а остальные 50% бутадиена и акрилонитрила.
3. Обладает высокой ударопрочностью даже при низких температурах.
4. Обладает низкой температурой плавления и легко воспламеняется, образуя большое количество дыма.
5. Этот пластик имеет ограниченную устойчивость к атмосферным воздействиям.
6. ABS очень прост в обработке. Будь то сверление, фрезерование или распиловка, все эти процессы можно легко осуществить с помощью ABS.
7. Это дешевый материал, пригодный для вторичной переработки.
Как перерабатывается ABS?
Когда блок переработки пластмассы получает пластик, первым шагом является измельчение всех кусков пластика. Затем все другие загрязняющие вещества, такие как металлы и нежелательные пластмассы, отфильтровываются водной системой, которая использует различные скорости потоков воды. Из этих пластиковых деталей получается ABS и смешивается с первичным АБС для создания новых продуктов.
Пластиковые коллекторы это организация, распространенная по всему миру, которая поощряет людей перерабатывать пластмассу и, в конечном итоге, помогает удалять пластмассы с водоемов и свалок. Предлагая денежное вознаграждение тем, кто помогает доставлять пластик в ближайшие центры переработки, Plastic Collectors проделали огромную работу на земле, чтобы сделать планету чище и без пластика! Вы можете узнать больше о том, как вы можете помочь здесь.
Что такое АБС пластик
Пластик АБС (ABS) – это продукт сополимеризации трех мономенов: акрилонитрила, бутадиена и стирола. Как и любой полимер, он состоит из макромолекул с чередующимися звеньями указанных мономеров. Химическую формулу АБС-пластика можно схематично представить в виде, представленном на рисунке 1.
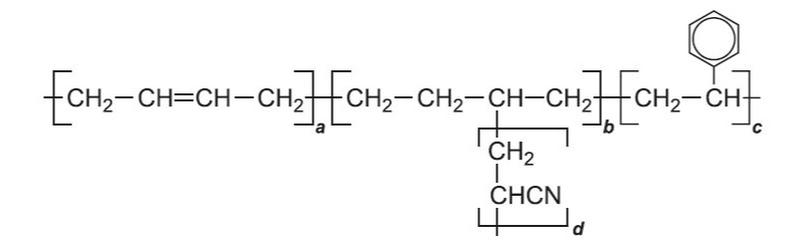
Рис.1. Химическая структура АБС
С точки зрения химии, АБС пластик – это продукт сополимеризации указанных выше мономеров, обычно проходящей по привитой схеме в эмульсии. При этом полимерной матрицей является статсополимер стирола и акрилонитрила, а блоки бутадиена до 1 микрометра величиной распределены в матрице. Такая система предполагает возможность варьирования процентного соотношения мономерных звеньев в сополимере с возможностью таким образом изменять свойства последнего. Обычно в составе, материала, который в общем виде мы называем «АБС» количество акрилонитрила может быть от 15 до 35 процентов, бутадиена от 5 до 30, а стирола от 40 до 60 процентов.
Бутадиен, являющийся мономером для многих типов синтетических каучуков, придает АБС полимеру повышенную ударную прочность. При этом у него сохраняются высокие базовые физико-механические и тепловые характеристики, присущие стирольным пластикам. Это обуславливает очень высокую востребованность АБС.
Недостатком является то, что большинство марок рассматриваемого сополимера непрозрачны (существует прозрачная модификация — MABS). Производится АБС пластик обычно в гранулах, но встречается и порошкообразный материал. Наиболее известные торговые марки АБС полимера от разных производителей: Styrolux, Polylac, Starex, Terluran, Novodur.
Мировое производство пластика АБС оценивается примерно в 10 миллионов тонн полимера в год и постоянно растет. Средний ежегодный прирост его выпуска составляет 5-6 процентов. В 20 веке основным производителем АБС в мире были США, однако в последние годы вектор производства сменился в сторону Азии. Мировые лидеры по выпуску этого пластика – Тайвань, Япония и Южная Корея, которые производят около трех четвертей всего мирового АБС. В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)
Характеристики ABS
Основными технологическими и химическими свойствами АБС-сополимера являются.
— Область температур переработки – от 200 до 260 градусов С.
— Влагопоглощение – от 0,2 до 0,4%.
— Плотность – около 1040 кг/куб. м.
— Технологическая усадка – от 0,4 до 0,7%.
— Хорошая химическая стойкость к сильным основаниям (щелочам), маслам и смазкам, солям и кислотам в растворах.
Главные физико-механические свойства АБС.
— Высокая твердость и ударная вязкость пластика.
— Хорошая термостойкость и устойчивость к низким и высоким (зависит от марки пластика) температурам.
— Очень высокая устойчивость к атмосферным и погодным явлениям.
— Невысокие электроизоляционные характеристики (хуже чем у полистирола).
— Низкая стойкость к ультрафиолету.
Важнейшие эксплуатационные свойства АБС сополимера.
— Стандартные марки АБС выдерживает кратковременно температуру до 100 градусов и длительно до 80 градусов С, теплостойкие марки – 130 (длительно – 100) градусов С.
— Изделия из АБС обладают глянцевой поверхностью.
— Вариативность механических характеристик а зависимости от мономерного состава АБС.
— Марки пластика подходят для нанесения покрытий гальваникой, металлизации под вакуумом.
— Хорошая способность к сварке.
Применение АБС пластика
ABS является одним из немногих материалов, которые неприхотливы в переработке. Изделия из этого пластика можно получать подавляющим большинством методов, принимая во внимание свойства каждой конкретной марки, главным образом текучесть (ПТР).
Литьем под давлением из ABS-пластика получают всевозможные изделия, в том числе из-за низкой усадки и хорошей размерной стабильности он хорошо подходит для точного литья. Типичные литьевые продукты, для получения которых применяется данный пластик:
— Автомобильная индустрия: интерьерные и экстерьерные компоненты из пластика, в том числе панели приборов, радиаторные решетки, колесные колпаки и т.д.
— Детали электроники и бытовой техники: корпуса телевизоров и прочих домашних приборов, телефонов, компьютеров и оргтехники, мониторов, металлизированные компоненты разнообразных устройств.
— Электротехнические изделия: корпуса электроинструмента, розетки и выключатели, конструкционные детали.
— Тара и упаковка: чемоданы, контейнеры, посуда, сосуды для жидкостей.
— Товары санитарно-технические: вентили, лейки, мойки, фитинги.
— Спортивный и прочий инвентарь.
С точки зрения экструзии пластмасс АБС главным образом перерабатывается в листы для их последующего применения в различных областях. Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).

Рис.2. Нить для последующей 3D печати
В последние годы широкое распространение получила новая область применения АБС – 3D печать. Суть технологии заключается в том, что изначально из гранулированного пластика и мастербатча (концентрата красителя) получают калиброванную окрашенную нить в катушках. Затем нить используется для аддитивной трехмерной печати на специальных 3D-принтерах. Наряду с полилактидом (PLA) АБС, благодаря своим удачным свойствам, является одним из двух самых популярных пластиков для 3D печати.
Пластик АБС является хорошим материалом для получения модифицированных полимеров и композитов на его основе. Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий